ENTGASUNG
Luft und gase in milch
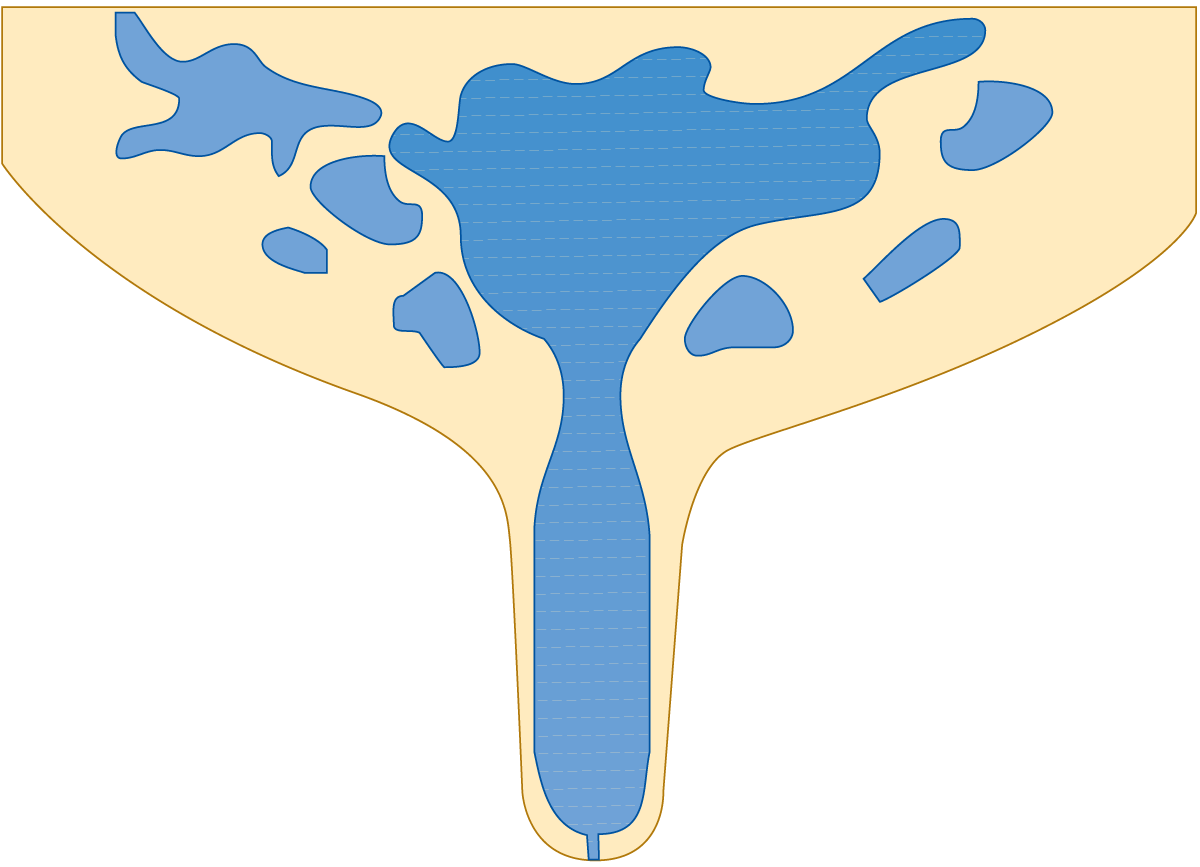
Abb. 6.6.1
Milch im Euter enthält einen Gasanteil von 4,5 bis 6 %.
Milch enthält stets mehr oder weniger große Anteile von Luft und Gasen. Die Luftmenge in der noch im Euter befindlichen Milch hängt vom Luftgehalt im Blutkreislauf der Kuh ab. Der Sauerstoffgehalt (O2) ist gering, da er an das Hämoglobin im Blut gebunden ist, während der Kohlendioxidgehalt (CO2) hoch ist, da das Blut große Mengen an CO2 aus den Zellen zur Lunge befördert. Der Gesamtluftgehalt der Eutermilch kann zwischen 4,5 und 6 Prozent betragen, wovon O2 ca. 0,1 %, N2 (Stickstoff) ca. 1 % und CO2 einen Anteil zwischen 3,5 und 4,9 % haben.
Während des Melkens wird Milch auf verschiedene Art und Weise der Luft ausgesetzt. Luftsauerstoff löst sich in der Milch, während CO2 daraus freigesetzt wird. Ein Teil der Luft löst sich nicht, sondern liegt in fein verteilter Form vor, die häufig an das Fett gebunden ist.
Nach dem Melken und der Sammlung in einer Kanne oder einem Hofkühltank kann die Milch 5,5 bis 7,0 Volumenprozent Luft enthalten, wobei 6 % den Durchschnittswert bilden (vgl. Tab. 6.6.1).
Das Gleichgewicht, das sich zwischen den drei möglichen Formen der Luftverteilung ausbildet, hängt von der Temperatur und vom Luftdruck ab. Steigt die Temperatur, z. B. bei der Pasteurisierung, gehen die Gase aus dem gelösten in einen dispergierten Zustand über. Diese dispergierte Luft ist es, die bei der Milchbehandlung Probleme verursacht.
- dispergiert
- gelöst
- chemisch gebunden
WEITERER LUFTEINTRAG
Auf dem Erzeugerhof, während des Transports der Milch zur Molkerei und bei der Annahme in der Molkerei wird weitere Luft in die Milch eingebracht. Es ist nicht ungewöhnlich, dass Milch bei der Annahme zehn Volumenprozent Luft oder noch mehr enthält. Fein und grob dispergierte Luft bildet in diesem Stadium die vorherrschende Form. Die grundlegenden Probleme, die durch dispergierte Luft verursacht werden, sind:
- Ungenaue Volumenmessung von Milch
- Ansatzbildung an den Wärmeübertragungsflächen in Pasteuren und UHT-Anlagen (Fouling)
- Reduzierte Entrahmungsschärfe in Separatoren
- Geringere Genauigkeit automatischer lnLine-Standardisieranlagen
- Konzentration von Luft im Rahm und infolgedessen:
– Ungenaue InLine-Fettstandardisierung
– Ansatzbildung im Rahmerhitzer
– Ausbuttern mit der Folge
- Reduzierter Butterausbeute
- Ablagerung von freiem Fett oben in den Packungen - Verringerte Stabilität fermentierter Produkte (Molkenaustritt).
Um eine Gefährdung von Produktion und Produktqualität zu unterbinden, werden verschiedene Verfahren zur Entgasung eingesetzt.
LUFTABSCHEIDUNG BEI DER MILCHERFASSUNG
Bei der Sammlung von Milch durch Sammelwagen, ob aus Kannen oder Hoftanks, wird für gewöhnlich die Menge jedes Erzeugers volumetrisch erfasst. Um die Messgenauigkeit zu optimieren, sollte die Milch einen Luftabscheider passieren, bevor die Messung stattfindet. Die meisten Sammelfahrzeuge sind daher mit einem Luftabscheider ausgerüstet, den die Milch passiert, bevor die Milchmenge gemessen und sie dann in den Sammeltank gepumpt wird.
Ein solches System (Wedholms, Schweden) wird in Abb. 6.6.2 dargestellt. Die Pumpeinrichtung ist in einem Schrank an der Rückseite des Tanksammelwagens untergebracht. Das System filtert, pumpt, scheidet Luft ab und misst das Volumen der Milch, bevor sie in die Tankkammern gelangt.
Der Ansaugschlauch (1) wird an den Hofbehälter bzw. an die Kannen angeschlossen. Die Milch wird durch einen Filter (2) gesaugt und zum Luftabscheider (4) gepumpt. Die Verdrängerpumpe (3) ist selbstansaugend.
Mit steigendem Milchspiegel im Luftabscheider wird auch ein Schwimmer angehoben; bei einer bestimmten Höhe schließt der Schwimmer das oben auf dem Behälter angebrachte Ventil. Damit steigt der Druck im Behälter an und das Rückschlagventil (6) öffnet sich. Die Milch strömt über die Messeinrichtung (5) zum Ventilknoten (7) und in die einzelnen Tankkammern. Die Entleerung des Tankers erfolgt über den am Auslauf (8) angeschlossenen Schlauch (9).
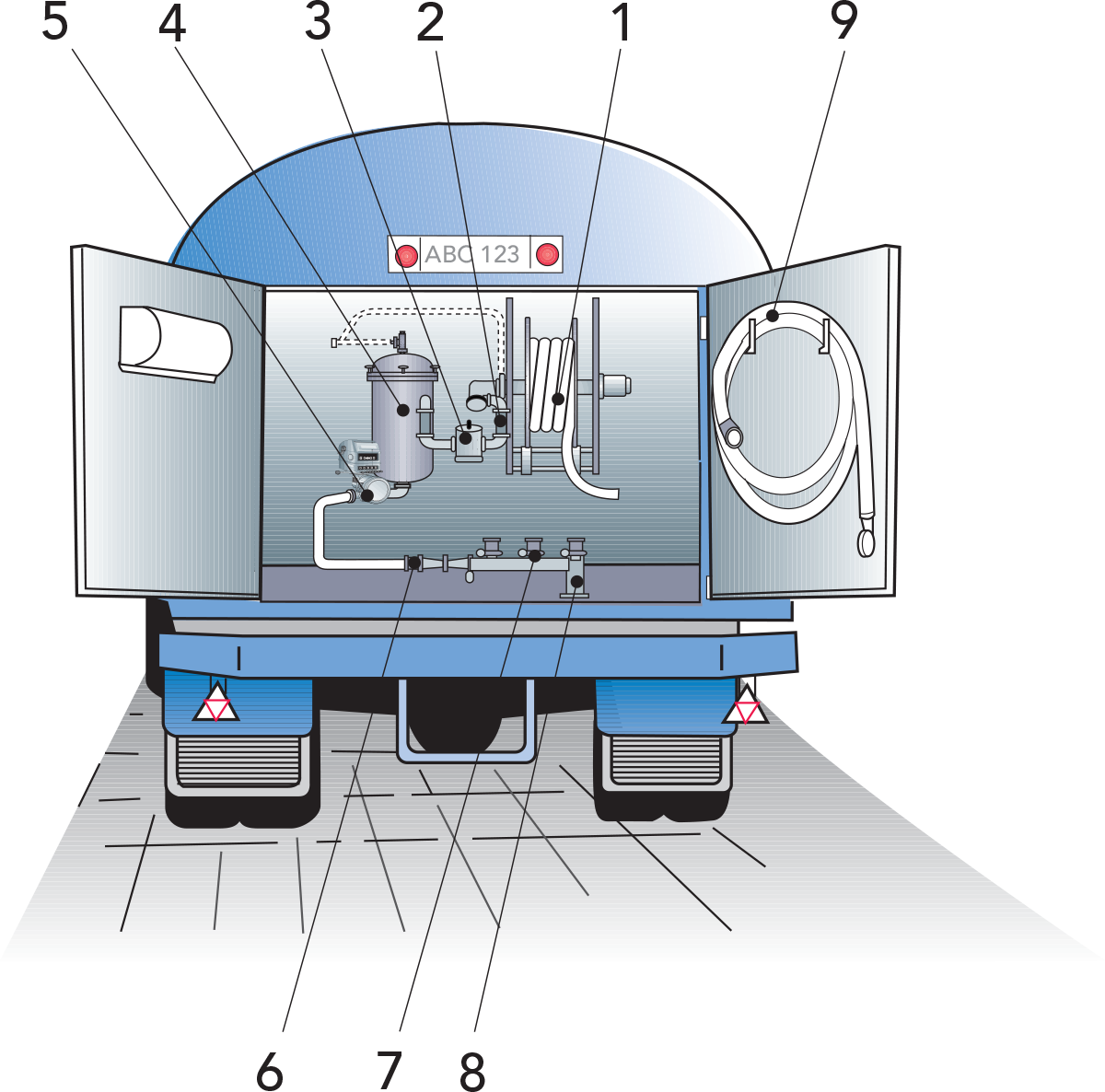
Abb. 6.6.2
Rückansicht eines Tanksammelwagens.
- Schlauch für die Milchsammelabholung auf dem Hof
- Sieb
- Pumpe
- Luftabscheider
- Messgerät
- Rückschlagventil
- Ventilknoten
- Tankauslass
- Schlauch für die Milchlieferung an die Molkerei
MILCHANNAHME
Bei Ankunft in der Molkerei enthält die Milch als Auswirkung der Erschütterungen auf dem Transport erneut dispergierte Luft. Gewöhnlich wird die Milchmenge beim Pumpen in die Annahmetanks gemessen. Auch hier sollte sie zuerst einen Luftabscheider gleichen Typs passieren, um ein genaues Messergebnis (Abb. 6.6.3) zu erhalten.
Das Niveau der Zuführleitung zum zylindrischen Annahmebehälter muss unterhalb der Abtankleitung des Sammelfahrzeuges liegen, da die Milch nicht gepumpt, sondern durch die Schwerkraft in den Behälter fließen soll. Das System kann manuell oder automatisch betrieben werden.
In beiden Fällen ist das Ergebnis der Luftabscheidung abhängig davon, wie fein die Luft verteilt ist. Sehr kleine Luftblasen können nicht abgeschieden werden.
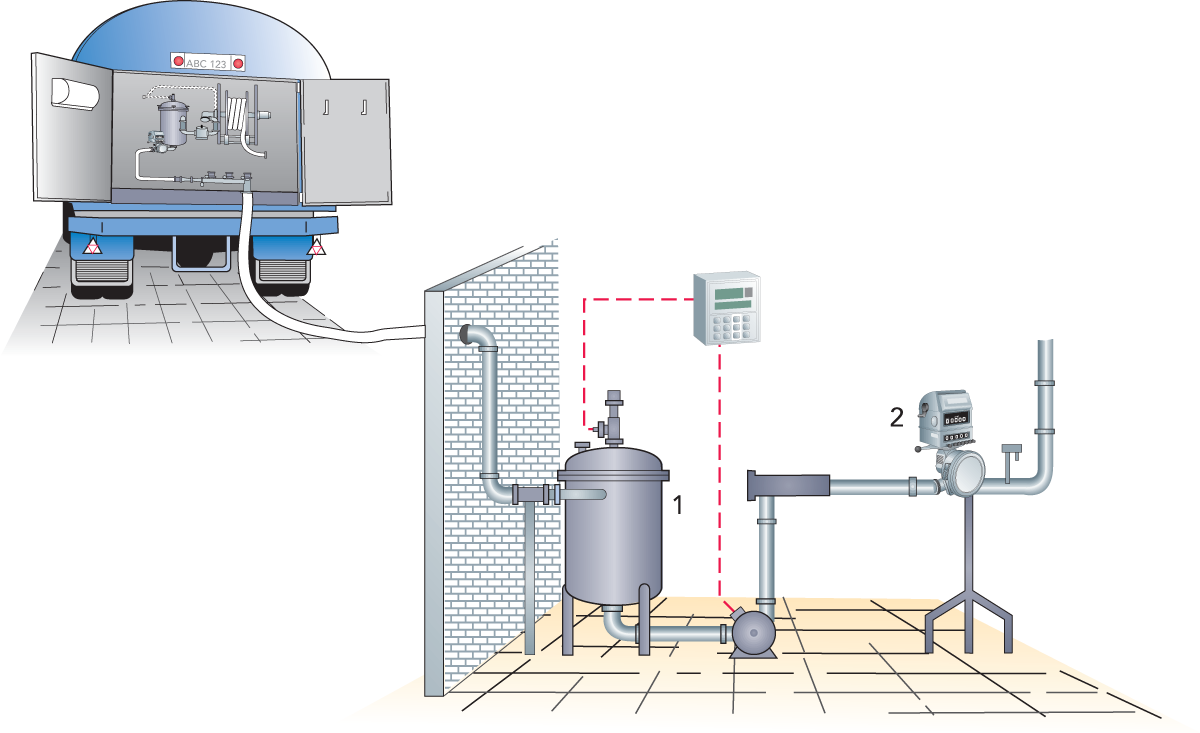
Abb. 6.6.3
Milchannahme bei der Molkerei mit Luftabscheider (1) und Volumenmessgerät (2).
VAKUUMENTGASUNG
Die Vakuumentgasung hat sich in den letzten Jahren erfolgreich durchgesetzt, um gelöste Luft und fein dispergierte Gasblasen aus der Milch zu entfernen. Vorerhitzte Milch wird zu einem Ausdehnungsbehälter (Abb. 6.6.4) gefördert, in dem das Vakuum auf eine Siedetemperatur von ca. 7 bis 8 °C unter der Vorerhitzungstemperatur eingestellt ist. Sobald die Milch bei einer Temperatur von 68 °C in den Behälter gelangt, wird sie schlagartig um 8 °C auf 60 °C abgekühlt. Durch den Druckabfall wird die gelöste Luft freigesetzt, die zusammen mit einer gewissen Menge Milch verdampft.
Die Brüden passieren einen im Behälter integrierten Kondensator, kondensieren und tropfen dann in die Milch zurück. Die ausgedampfte Luft wird zusammen mit den nicht kondensierbaren Gasen (bestimmte Fehlaromen) über eine Vakuumpumpe abgesaugt.
Für die Joghurtproduktion entfällt der Kondensator im Vakuumbehälter, da auch für die Herstellung von Joghurt bestimmte Milch häufig leicht (15 bis 20 %) aufkonzentriert ist. Die Kondensation der Brüden erfolgt gesondert.
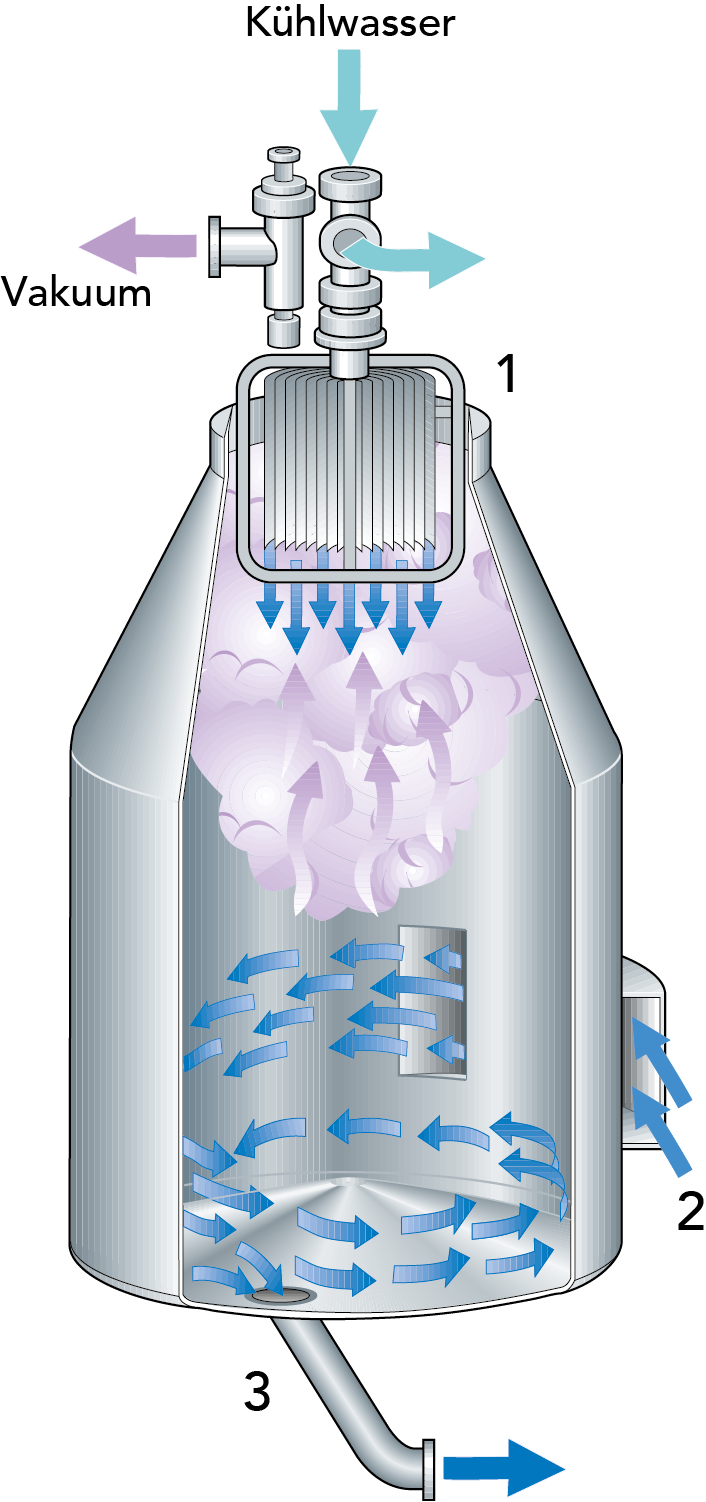
Abb. 6.6.4
Durchfluss von Milch und Luft im Vakuumentgaser mit integriertem Kondensator.
- Integrierter Kondensator
- Tangentialer Milcheinlass
- Milchauslass mit Füllstandskontrolle
ENTGASUNG IN DER MILCHPASTEURATIONSLINIE
Vollmilch wird dem Pasteur zugeleitet und auf 68°C erhitzt. Sie fließt danach zur Vakuumentgasung in den Ausdehnungsbehälter. Um die Effizienz der Entgasung zu optimieren, tritt die Milch durch ein breites tangentiales Einlaufrohr in den Vakuumbehälter ein, wodurch ein dünner Flüssigkeitsfilm an der Wandung gebildet wird. Durch Ausdehnung der schlagartig abgedampften Brüden aus der Milch am Einlauf wird gleichzeitig auch die Fließgeschwindigkeit der Milch an der Wandung erhöht.
Auf dem weiteren Weg zum ebenfalls tangential angeordneten Auslauf fällt die Geschwindigkeit wieder ab. Die Zulauf- und Ablaufmengen sind daher gleich groß. Die entgaste Milch, die nun eine Temperatur von 60 °C besitzt, wird vor ihrer Rückführung zum Pasteur für die abschließende Wärmebehandlung getrennt, standardisiert und homogenisiert.
Ist ein Separator in die Prozesslinie integriert, muss vor diesem ein Durchflussregler eingebaut werden, um einen konstanten Durchfluss durch den Entgaser sicherzustellen. In diesem Fall wird der Homogenisator mit einer Kreislaufführung versehen. In einer Prozesslinie ohne Separator gewährleistet der Homogenisator (ohne Kreislaufführung) einen konstanten Volumenstrom durch den Entgaser.
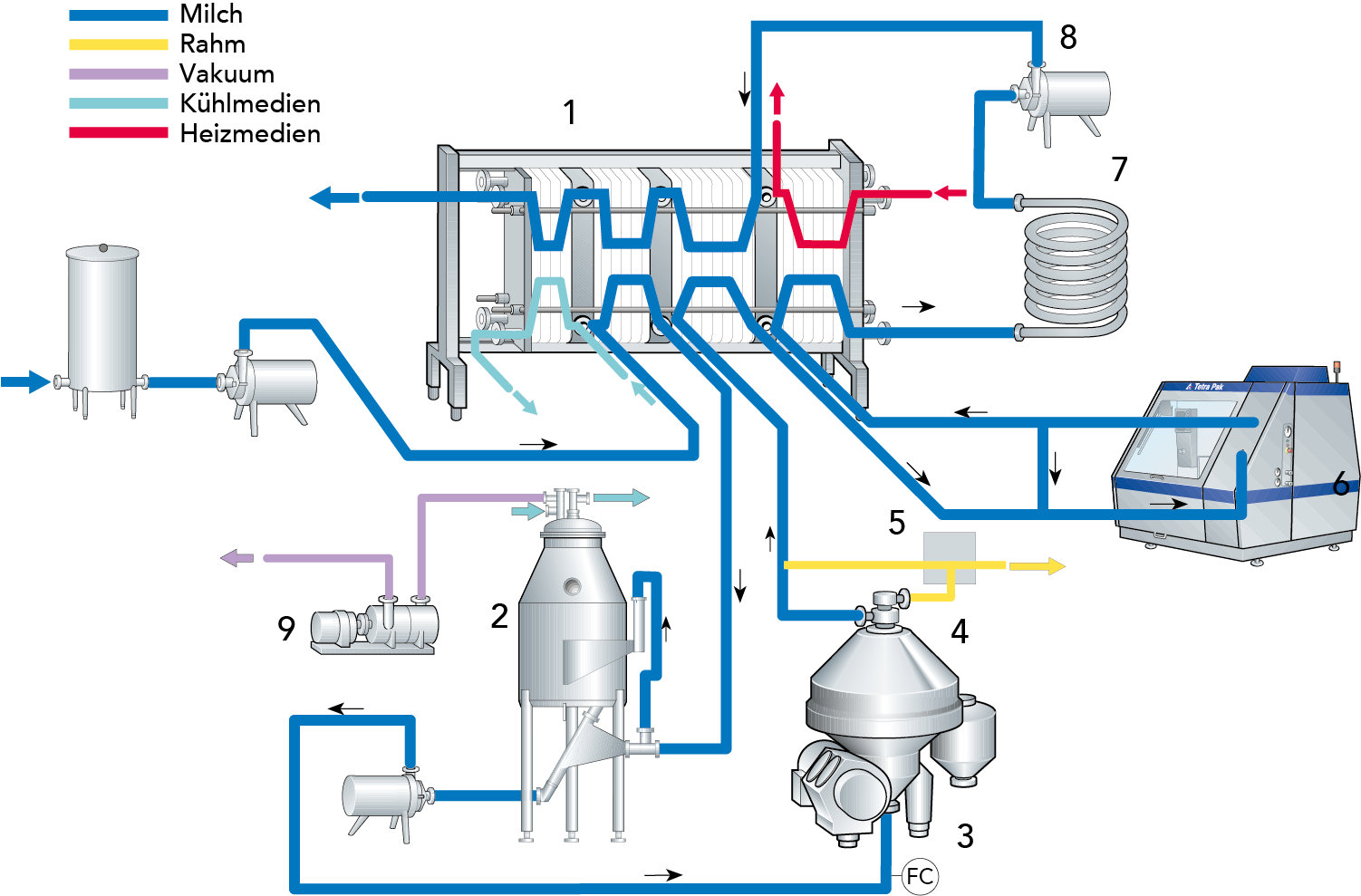
Abb. 6.6.5
Milchbehandlungsanlage mit Entgaser.
- Pasteur
- Entgaser
- Durchflussregler
- Separator
- Standardisierungseinheit
- Homogenisator
- Heißhalterohr
- Druckerhöhungspumpe
- Vakuumpumpe