Sustainability in dairy processing
Introduction
Sustainability is a critical global concern today. According to the FAO (2018), a sustainable food system is “a food system that delivers food security and nutrition for all so that the economic, social and environmental bases to generate food security and nutrition for future generations are not compromised”. As the global population is expected to reach 10 billion by 2050, food systems must adapt and increase production while mitigating environmental impact.
Sustainability is not just about the environment, it also involves sustaining a business, which requires profitability and maintaining product quality. Therefore, the challenge of sustainable processing lies in addressing multiple priorities simultaneously.
Fig. 8.4.1 Sustainability pillars.
The dairy industry plays a significant role in food systems. It provides nutritional value, impacts the livelihoods of people employed in the sector and drives economic growth. However, it is also a considerable user of land, water and energy. In 2010, the UN Food and Agriculture Organisation estimated the dairy industry contributes almost 3% of global GHG emissions (FAO, 2010). With all the positive socioeconomic impacts the dairy sector provides, it is essential to focus on innovative solutions and sustainable practices to offset any negative consequences. The emissions are generated throughout the dairy chain, from farm to consumer, but this chapter will focus on the processing stage and its environmental impact. It will cover fuel sources and some of the available solutions for reducing energy and water consumption, and minimising waste in processing lines.
Climate impact across the dairy chain
Greenhouse gas emissions of an industry are an indicator of its climate impact. These gases absorb heat and trap it in the atmosphere, leading to an increase in average global temperatures (EPA, 2024).
The most relevant greenhouse gases from the dairy industry are carbon dioxide (CO2), nitrous oxide (N2O) and methane (CH4). Emissions occur throughout the dairy chain: raw milk production, transportation, processing and packaging, product distribution, product consumption and disposal.
The largest contribution of GHG emissions happens at the farm during raw milk production. This is due to cows' rumen activity and the release of methane.
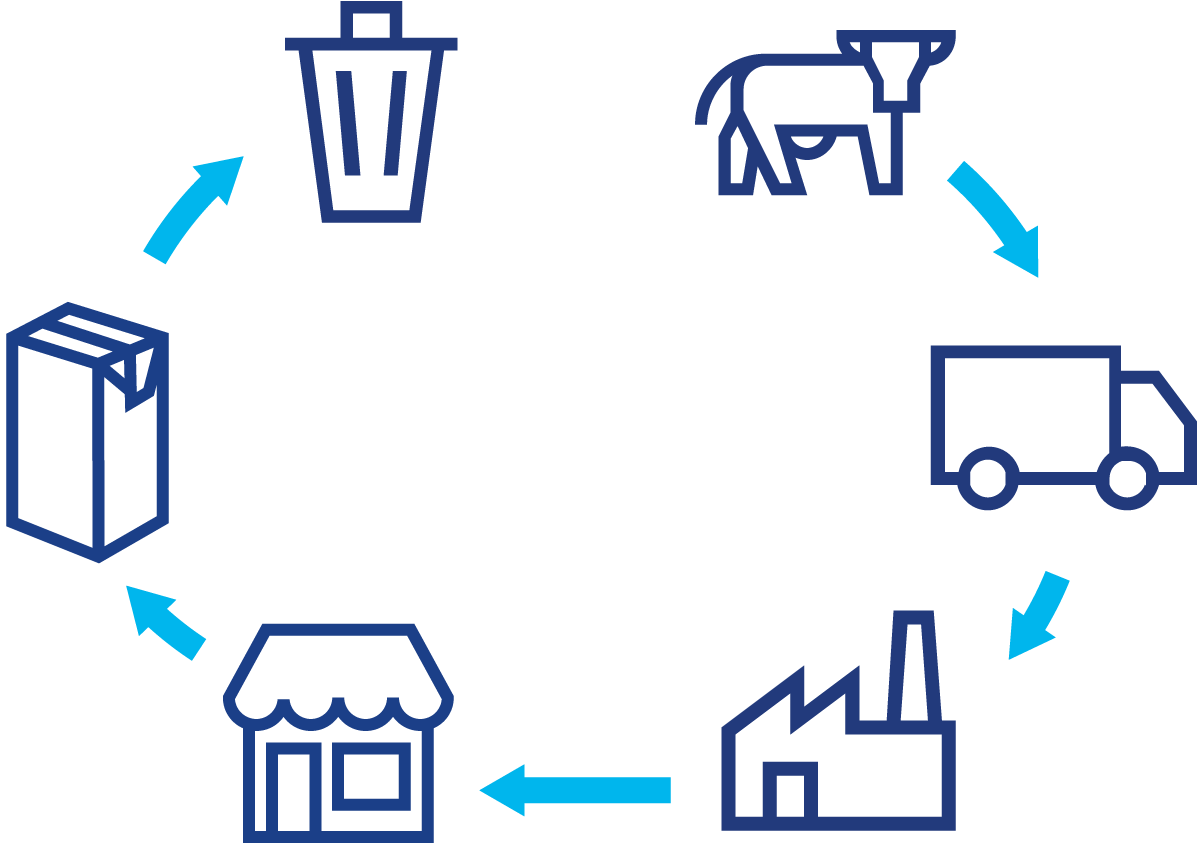
Fig. 8.4.2 The dairy value chain.
Manure and feed production for livestock also generate emissions. Other sources of carbon emissions in the dairy value chain include:
- Transportation of milk from farm to dairy, which often involves long distances at chilled distribution and significant volumes of fossil fuel.
- Processing of milk requiring fuel combustion for the generation of heat and electricity.
- Retail stores and consumers also generate carbon emissions, for example by refrigeration and significant food waste.
In addition to minimising carbon emissions, the dairy industry needs to find ways to minimise strains on water resources as well as significantly reduce the rate of food loss and waste. These areas of sustainable operation are priorities within the food processing industry and have become increasingly important with limited availability of resources, price fluctuations, climate impact and consumer awareness. Sustainability challenges related to carbon emissions, water management as well as food loss and waste are discussed in the subsequent sections.
Reducing carbon emissions from processing
A dairy plant requires various types of energy, including mechanical energy for driving pumps, as well as cooling and heating energy for the different process steps and facility management. The number one priority in enabling low levels of carbon emissions is to ensure that the processing plant is designed and operated at the highest efficiency. The second priority is to ensure that the energy needed is provided in the most sustainable way. The largest contributor to energy consumption in dairies is thermal processing. Approximately 80% is used to generate steam and hot water, and the remaining 20% is used as electricity supplied for mechanical process steps (including pumping), refrigeration, ventilation, lighting, etc. (BAT, 2019). These energy needs can be met using different sources. It can either come from fossil fuels (oil, gas, and coal) or renewable sources such as biomass, geothermal, wind, hydro, hydrogen, ammonia and solar energy. The source of energy impacts the amount of greenhouse gas emissions. Different technologies can be implemented on a line level to recover energy, increase efficiency and reduce energy consumption. Some of these solutions are discussed further in this chapter.
Figure 8.4.3 illustrates how energy sources can be converted into the necessary types of energy. Dairy companies typically purchase electricity from the national grid, which can be produced from both fossil fuels and renewable sources. The availability of renewable electricity with low levels of carbon emissions is improving in many areas of the world as governments stimulate the transition to “green power”.
Heating energy, as noted, can either be produced from electricity (with an electric boiler or a heat pump) or it can be directly generated from fuel sources (in a steam boiler). Relying more on the electrification of heat supply can help dairy plants reduce their carbon footprint, provided that the electricity is derived from renewable sources.
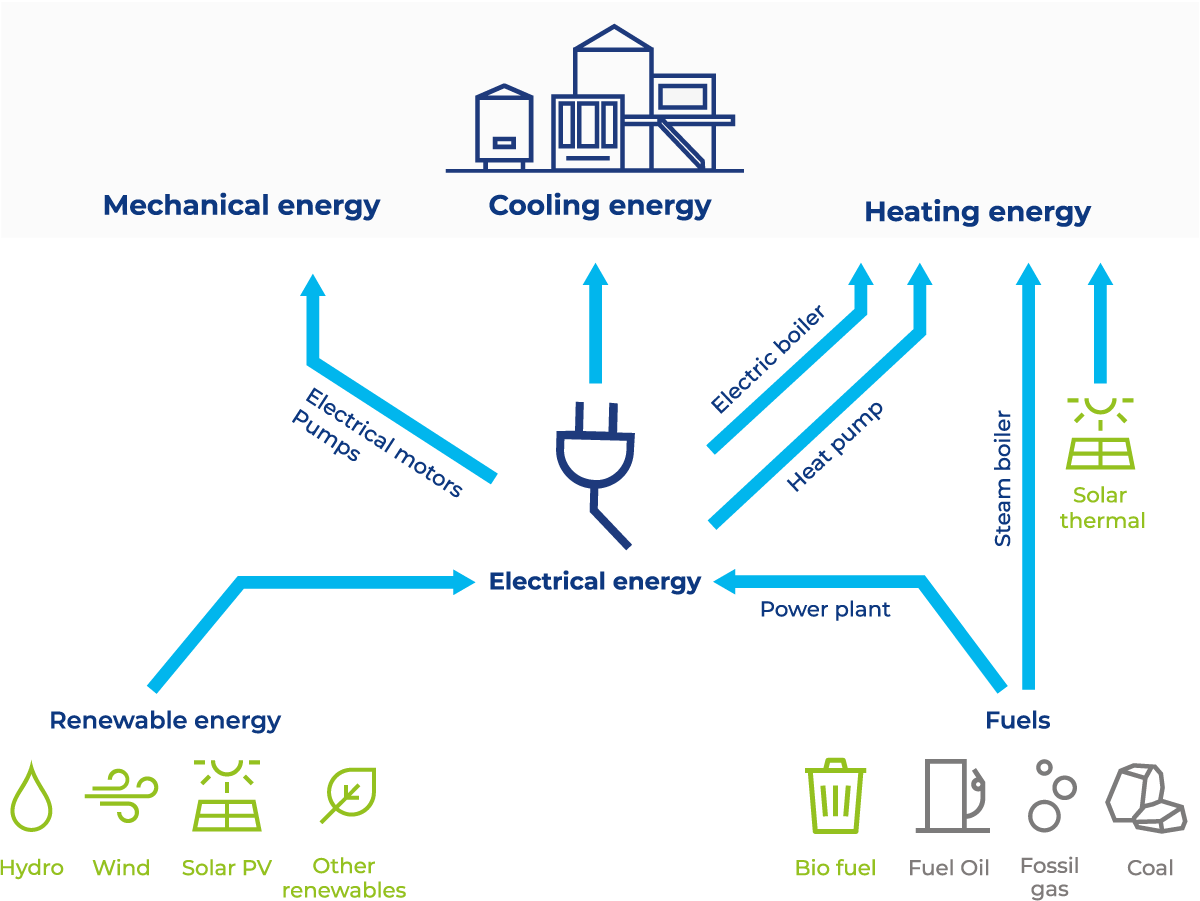
Fig. 8.4.3 Fuel sources and different types of energy needed in a dairy plant.
The transition from fossil fuels and conventional energy sources to renewable energy is advancing at different speeds across the globe. As part of this shift, many companies are adopting hybrid systems, integrating both renewable and conventional technologies to optimise energy use and ensure reliability. Fossil-based technologies are often retained as a backup option to meet peak power demands or provide stability during high load periods. To further enhance energy efficiency and minimise carbon emissions, companies can implement heat pumps, energy storage systems, and energy management strategies.
Key steps for reducing carbon footprint:
- Optimised energy efficiency of the processing lines
- Hybrid system (combined fossil-fuel based and electric boiler)
- Electrification of process heat (when electricity is from renewable sources)
- Heat pumps
- Renewable sources for energy (biofuel, geothermal, wind, hydro, hydrogen, ammonia and solar)
- Energy storage systems
What follows is a brief summary of two key technologies – solar energy and heat pumps. There is already significant investment in research and development in this area, which could potentially lead to both increased efficiency and cost reduction.
Making use of solar energy
Solar energy can be used for both thermal applications and electricity generation (through photovoltaic (PV) cells). In a dairy plant, electricity from solar energy can be utilised at the factory level to meet various energy needs. Unfortunately, the efficiency of solar panels for electricity conversion is still quite low, with 15 – 20% of energy converted to electricity (Kumar, 2019).
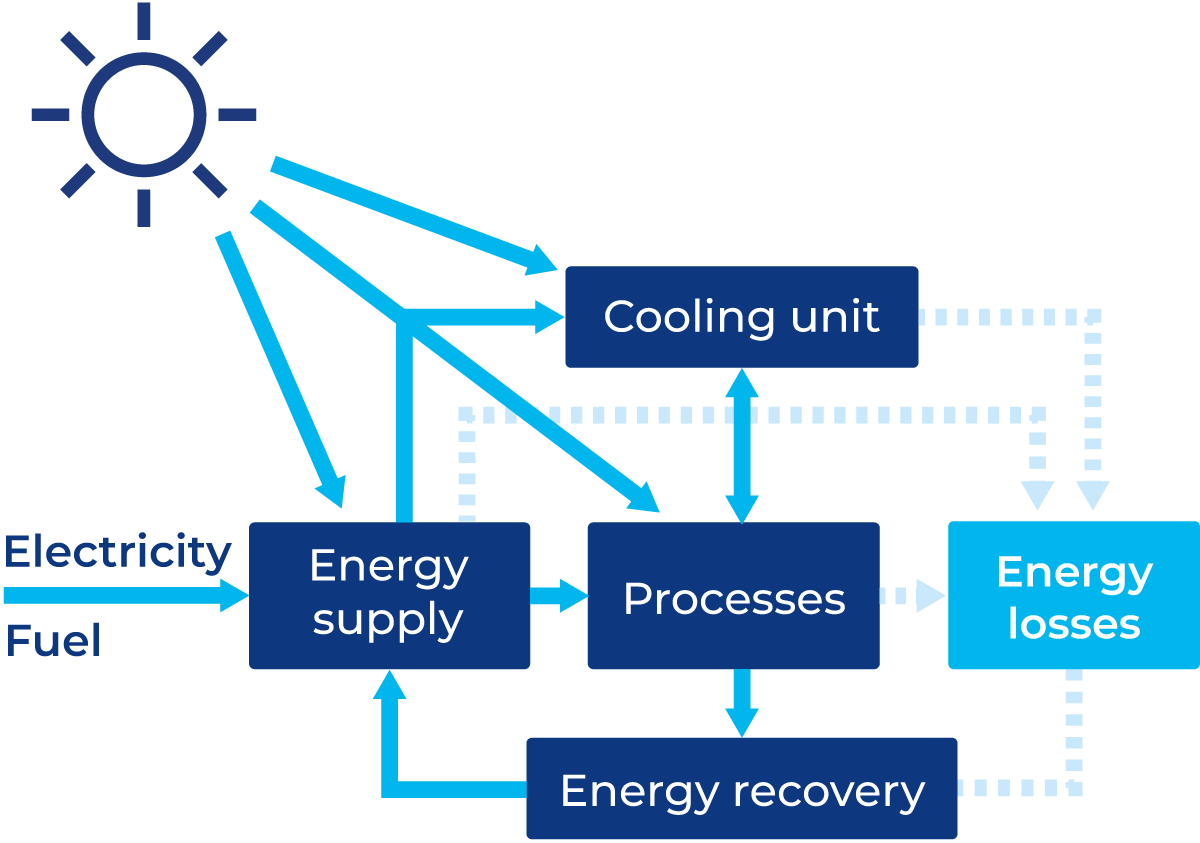
Fig. 8.4.5 Solar thermal energy can be integrated directly into processes or at the supply line.
With the majority of energy requirements in dairy processing stemming from the need for heat, solar thermal technology can be a more efficient approach to reducing CO2 emissions. Solar thermal technology can capture heat with an efficiency of up to 76% (Stojceska, 2019) and can supply hot water at different temperatures directly to the different processing units or to the factory utility system as shown in Figure 8.4.5. Another option is to have a hybrid system, which is still being explored to have a higher efficiency (Kumar, 2019).
Fig. 8.4.4 Solar thermal and solar PV panels.
Heat pumps for energy recovery
Heat pumps are gaining increasing attention in the industry due to their ability to utilise and upgrade heat from various sources, replace fossil fuels with renewable electricity and save energy. When integrated into a heating system, heat pumps, powered by renewable electricity, have a much smaller carbon footprint compared to natural gas and oil burners alone.
Figure 8.4.6 compares a boiler and chiller system with a heat pump. A boiler, which typically uses fossil fuels, only provides heating, so a separate chiller is required for cooling. In contrast, a heat pump can handle both heating and cooling simultaneously, potentially lowering the cooling demand of a typical chiller system.
Heat pumps can be used to upgrade energy from lower-temperature sources like waste heat, ambient air, or cooling systems into higher temperatures, such as hot water or steam. This could be through the vapour-compression cycle, where the energy needed for the heat pump is only a fraction of the total heat delivered to a system or process. By using heat that would otherwise be lost to the surroundings, heat pumps can significantly reduce energy consumption.
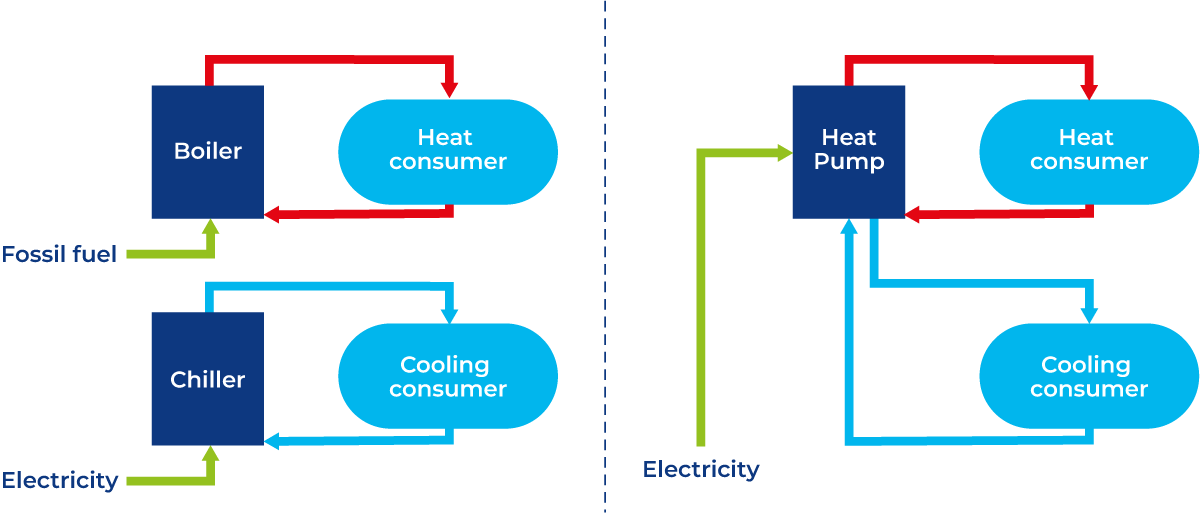
Fig. 8.4.6 Boiler and chiller (left) and heat pump (right) for heating and cooling demand.
Types and applications
Integrated into a general heating system, a specific line or a processing unit, they can be used to deliver heat to the following applications in a dairy plant:
- Thermisation
- Pasteurization
- Sterilisation
- Drying
- Hot and cold utilities
There are several types of heat pumps, but for dairy applications, those based on the vapour compression cycle with piston or screw compression are most commonly used. These heat pumps can provide both heating and cooling, with temperatures reaching up to 95 °C.
Recent advancements in heat pump technology include the use of reversed Stirling engines and similar methods to generate steam for sterilising ultra-high temperature (UHT) milk. These technologies can produce high-quality steam up to 10 bars of steam or 200° C of pressurised water. As these technologies are developing rapidly, in the near future there might be more types and more efficient solutions delivering higher temperatures than presented here.
Responsible water management
Water is essential in dairy production. However, it is a scarce resource in many regions around the globe, and in many places, its availability is becoming increasingly unreliable. This puts a lot of pressure on food producers to be more mindful of water consumption and reusing it when possible.
Dairy plants consume between 1 and 10 m3 of water for every m3 of processed milk, although water consumption varies enormously according to the type of products and the process requirements (EDA, 2018). Because of this, it is important to consider solutions that can minimise freshwater consumption in processing, more efficient cleaning systems, and water recovery techniques, which are discussed further in this chapter.
The quality of water used for processing is also a key parameter and more details can be found in Chapter 8.3, Service systems. Attention must also be given to what exits the factory, including wastewater quality. After processing, the water contains chem- icals from cleaning liquids, and organic load from product loss which increases its effluent load. Good wastewater management is key to avoiding pollution of groundwater and disruption of ecosystems. Filtration and efficient cleaning systems can help mitigate these impacts.
Minimising food loss and waste
Food loss and waste refers to food produced for human consumption that is not eaten (FAO, 2015). Food waste occurs at a retail and consumer level, whereas food loss relates to waste along the production and supply chain. In 2014, the FAO estimated that approximately one-third of all food produced for human consumption is lost or wasted. This contributes to global greenhouse gas emissions, as food that ends up in landfills degrades and consequently releases emissions.
Food loss and waste occur throughout the dairy supply chain: on the consumer side, during process- ing, packaging, distribution, and retail, and at the farm level. Consequently, reducing waste requires innovation in processing, and effective strategies to help consumers decrease waste.
Processing solutions to reduce the extent of food loss and waste
Some solutions to reduce product losses in processing are covered later in the chapter and include optimisation of line configurations, continuous production and recovery solutions to minimise losses. Additionally, it is essential to explore new solutions on how to repurpose by-products. A successful example is the utilisation of whey (a by-product of cheese production). Further solutions on the packaging side could include technologies to recover products from waste packages that occur at processing facilities.
On the consumer side, waste reduction can be facilitated through several approaches, including the use of appropriate packaging to reduce waste from product spoilage, throughout distribution and on the shelf. Ambient milk products have the advantage of long shelf life and do not require cold chain distribution. Additionally, adequate portion size, labelling, and more precise prediction of shelf life can all help consumers reduce waste.
Sustainable processing techniques
As discussed in the previous section, renewable energy sources can be used to greatly reduce the environmental impact of dairy processing. These technologies are applied at the plant level and therefore have a big impact overall. However, there are many ways that dairy processing can be optimised to reduce the environmental impact. These improvements can be achieved incrementally, and at an achievable level. These include upgrading and optimising the operation of existing lines, well-planned maintenance, replacement of old equipment, and more extensive changes due to new installations of processing lines that utilise the latest technologies and advancements.
Steps to take for improving the environmental footprint of processing lines:
Optimised production control
- Automation and monitoring practices allow savings in both raw material and utility consumption. Read more about how digital technologies are key to enabling operational efficiency in Chapter 8.2, Automation and digitalisation.
- Production time scheduling (PTS) enables optimised utilisation of processing facilities to meet established production targets. The methodology includes mapping raw material intake, production targets and processing needs, routing to dedicated processing units or lines and scheduling the time and duration of each processing step, not forgetting the need for cleaning and line preparation (disinfection/sterilisation).
Proper maintenance of existing equipment
- This contributes to the efficiency of the units/ lines, minimising product waste and utility consumption. Additionally, implementing monitoring systems allows for predicting potential failures before they occur. This reduces cost and time.
Replace old inefficient equipment/redesign of processing lines
- Upgrading the equipment with solutions for energy and water recovery, speed controllers, etc.)
Consider total redesign and rebuild of lines when the original operational conditions are no longer valid.
Given the rapid pace of technological advancements, embracing automation and tools for monitoring process conditions and utility consumption, analysing data, and optimising production schedules is crucial. Staying up to date with continuous advancements not only ensures competitiveness in the market but also translates to cost savings, time efficiency, and reduced environmental impact. For more information on automation tools and performance analyses, see Chapter 8.2.
As discussed throughout this book, the processing of dairy products involves multiple unit operations which vary depending on the type of product. However, this section focuses on UHT lines. Figure 8.4.7 shows an example of a conventional UHT line and unit operations.
Each of these stages has distinct energy requirements. Generally, UHT treatment of milk requires more energy for heating than when pasteurizing milk. However, the ambient storage of UHT milk requires less energy than refrigerated conditions for chilled milk.
Figure 8.4.7 shows examples of design choices of processing units or lines for UHT milk that also have a significant impact on the environmental performance of a dairy.

Fig. 8.4.7 Example of a conventional UHT line.
Replacing batch operation with continuous production
Batch operation means that a product is manufactured in separate and distinct batches. Each batch goes through the entire process or process step before the next one begins. An example of a batch operation in dairy processing is standardizing the fat content of milk in a tank by adding a pre-calculated volume of skim milk and cream and agitating for homogenous distribution. The accuracy of fat content is dependent on sampling the standardized milk and adjusting when the sample result is off target.
Continuous processing is an ongoing production flow where materials continuously are fed and products are produced without interruption. Examples of continuous processing technologies include continuous pasteurization or UHT treatment, inline standardization and inline blending which use inline measurements and algorithms to provide target composition with exceptionally high precision.
Continuous processing may allow fewer storage units and hence significant savings in energy and water, mainly related to reduced utility consumption when eliminating the need to clean storage tanks. Moreover, inline production systems reduce product losses through precise machinery accuracy and effective recovery functions, resulting in better product yield.
Regenerative heat exchangers
Heat regeneration offers environmental benefits by promoting energy efficiency and reducing water consumption. For pasteurization, a very high level (> 90%) of product-to-product heat regeneration is possible, where incoming milk is preheated by the hot milk leaving the pasteurization section, and vice versa. Alternatively, for processes requiring higher temperatures (such as UHT milk), partial product-to-product regeneration can be achieved up to a certain temperature (e.g., 75 or 125 °C), followed by the use of a heating medium (steam or hot water) to reach the final desired temperature.
The recovery of heating medium (hot water/steam) also provides similar benefits. The choice between direct and indirect heating methods impacts this recovery. From an environmental standpoint, the indirect method is preferable because it allows heat recovery from the heating medium, similar to product-to-product regeneration. As the medium transfers heat to the product, its temperature decreases. This makes it suitable to later cool the product after heat treatment.
In contrast, the direct system uses steam as a medium, which condenses after heat treatment. Although it cannot be used for heat recovery, an optimal design should include returning the condensed steam to the boiler for reuse, helping to reduce water consumption. Another method is to add insulation to a heat exchanger to minimise heat loss and improve efficiency. For more information on insulation and direct/indirect methods, refer to Chapter 7.1, Heat exchangers.
Direct vs indirect heating of UHT milk
When it comes to heat consumption, an indirect UHT unit uses up to 50% less energy compared to direct systems. This difference occurs because it is easier to recover the heat from indirect heating while direct treatment uses steam and flushes away a lot of energy.
In terms of electrical energy, the difference between direct and indirect is not as big. The biggest consumer of electric energy in a UHT line is the homogenizer, accounting for more than 40% of consumption.
The choice between processing methods depends on the specific application and customer needs. For further details, please refer to Chapter 10, Long-Life Dairy Products. Both processing options can be optimised for sustainability, which will be discussed further in the text.
Optimised process line for UHT milk without pasteurization
In a conventional dairy, all incoming milk is pasteurized upon arrival. The pasteurized milk could be packaged and sold as chilled milk or continue for further processing into UHT milk, yoghurt or other dairy products. However, it is also possible to produce these dairy products without the initial pasteurization step and intermediate storage of milk before final heat treatment. This production concept is shown for UHT-milk production in Figure 8.4.8.

Fig. 8.4.8 UHT milk line conventional (top) and without pasteurisation (bottom).
It is based on continuous processing in one go from raw milk through preheating, separation, standardization, homogenization and UHT heat treatment to aseptic storage of the final product UHT milk.
The advantage is fewer storage tanks and reduced utility consumption which not only enables savings in power, steam, water, cleaning agents and product losses, but can also reduce the size of the building area, which is also an environmental gain.
Compared to conventional UHT process lines, skipping the pasteurization step has the following benefits:
- Electricity consumption can decrease by up to 38%.
- Steam consumption can be reduced by up to 45%.
- Fresh water usage may decrease by up to 60%.
- Product losses are reduced by up to 33%.
Recovery solutions for water savings
There is potential to recover water streams from many areas of the plant. These include white water recovery and condensate recovery. In addition to water and water and product, it is also possible to recover cleaning liquids, further reducing the effluent load of discharged water.
To meet these needs, membrane filtration technologies can be used to efficiently recover water and product. In Chapter 7.4 membrane filtration is explained in detail.
The key benefits of water recovery are:
- Reduced product losses
- Reduced the need for water intakes
- Reduced effluent load of the wastewater
- Reduced operating costs
- Reduced environmental footprint
White water recovery
Milk flush water comes from road tankers and milk silos in the form of raw milk, but also as pasteurized milk from pasteurizers, pipes, milk silos, filling machines and filtration systems. It should be as fresh as possible and with no additives or foreign particles. The first fraction will contain a mix of milk and water. It is not possible to use milk-water from the mix phase. It contains a mixture of milk and water with approximately 1/3 milk and 2/3 water.
However, by using reverse osmosis (RO), it is possible to separate the product from the water and thus be able to recover both components.
The recovered milk solids can be further used for ice cream, cheese, yoghurt, or other fermented products, subject to local legislation. The recovered water phase that will pass through the RO membrane, i.e. the permeate, can be used for different purposes, depending on its level of quality. Applications may vary from the highest quality used as process water, boiler water, flushing and so on.
Condensate recovery
The condensate refers to water that is condensed when the milk or whey is processed in evaporator and dryer systems, or condensed steam after the direct heat treatment of milk.
This water contains a small amount of product due to splashes during the evaporation process. Therefore, the recovered condensate water should be treated in an RO filtration plant to remove milk residues prior to reuse.
This water is also hot, meaning it contains energy that can be recovered as well. By treating the condensate in an RO filtration plant, it is possible to reuse this high-quality water. The degree of cleanliness must be considered to determine how to further use the water.
The key benefits of condensate recovery are thus:
- Recovery and reuse of high-quality water
- Energy conservation
Recovery of cleaning liquids
During the cleaning of heavily soiled process equipment, such as evaporators, dryers and UHT equipment, the cleaning liquid is circulated through the equipment. After the CIP is finished, the cleaning liquids are drained. By filtering the CIP liquids, it is feasible to recover and then reuse them. Up to 90% of the total spent CIP liquids can be recovered. The permeate will contain only water, cleaning chemicals and some salts. Proteins, fat and lactose are retained and sent to the wastewater treatment plant. Since the cleaning liquids will be reused to clean the process equipment, it is important to fulfil the hygienic requirements of the filtration plant and its connections. The fouling, which contains mainly proteins, fat and lactose, is retained and sent to the wastewater treatment plant for disposal.
Reuse of the recovered water from white water, condensate or cleaning liquids
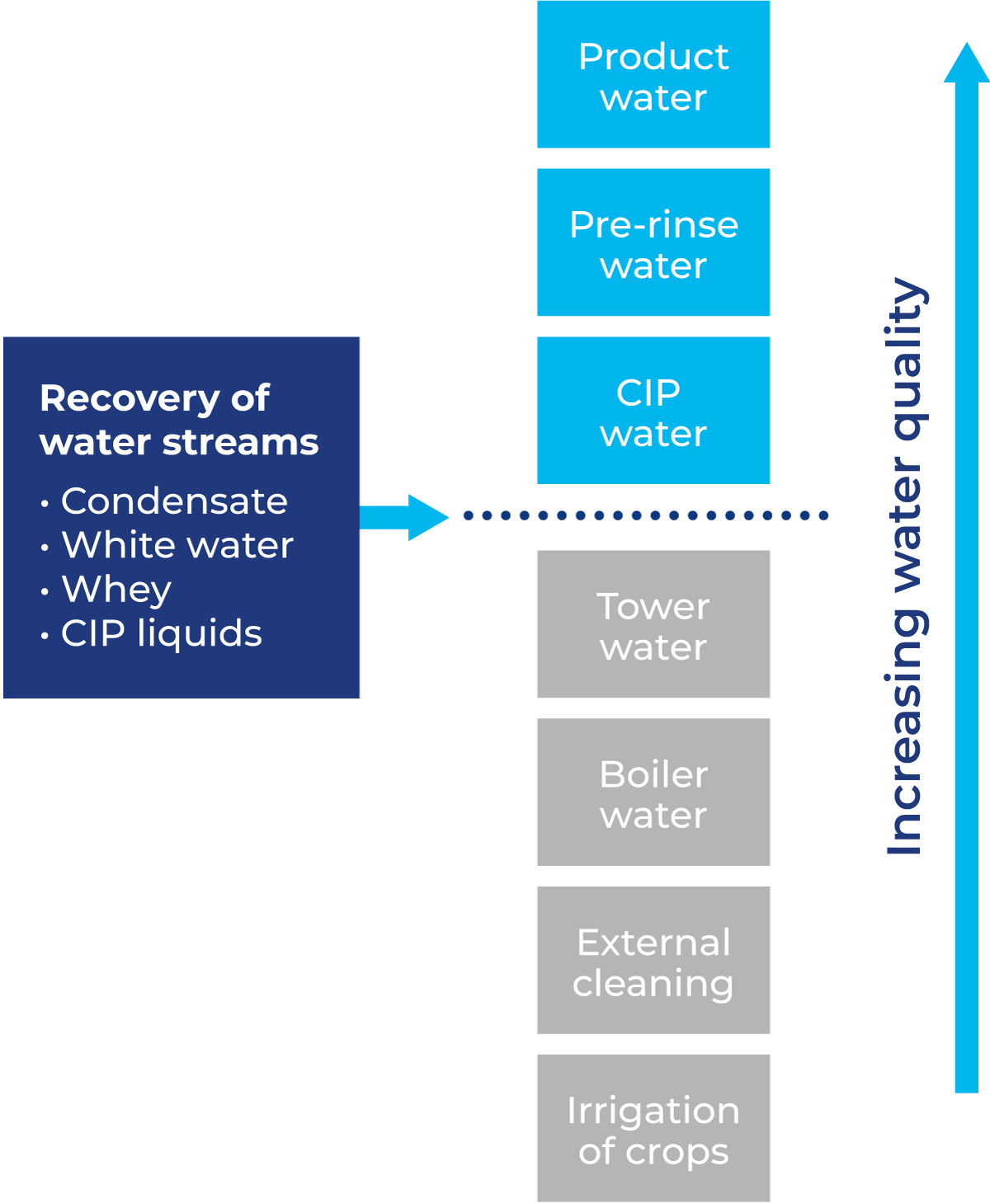
Fig. 8.4.9 An illustration of how the recovered water can be reused according to the status of the microbiological and chemical quality.
When the above steps are taken to recover water, it is important to find a suitable use for the water in the processing plant. This depends on the level of water quality needed for certain applications. Even if the quality of the recovered water meets technical requirements, there may be hindrances to meeting legislation and other requirements in food production regulations. The legislation and directives can vary in different countries and must be investigated. For example, water that is in contact with the product has to meet stricter requirements as set by local legislation. As shown in Figure 8.4.9, examples include product water (quality equal to potable water), pre-rinse water when starting up processing, and CIP water for cleaning the equipment. Alternatively, water that is not in contact with the product can be of lower quality. Examples include water used for cleaning the factory, boiler water, and tower water for cooling.
Emerging and alternative food preservation technologies
Emerging food preservation technologies may be potential ways to reduce environmental impact and cost. Depending on the technology, the benefit benefits could include reduced water and energy consumption, waste reduction and improved wastewater treatment, or relying more on electricity as a source of energy.
This field is the focus of extensive ongoing research, highlighting the importance of staying updated on new developments. Technologies such as ohmic heating, high-pressure processing, microfiltration, cavitation (UV and ultrasound), and pulsed electric fields show promise. However, it is essential to note that none of these methods currently achieves the level of commercial sterility required for ambient-distributed dairy products without being combined with heat or relying on heat as the primary inactivation process.
Conclusion/summary
The dairy industry significantly influences the future of our planet, and current actions will impact future generations. The importance of sustainability is growing, with numerous goals aimed at reducing water consumption, carbon emissions, and waste. Many producers have a Dairy Net Zero target and aim to reduce their carbon emissions by 2050. Demonstrating a commitment to sustainability and producing products with an improved environmental footprint is becoming increasingly important.
This chapter has explored existing technologies and emerging practices aimed at achieving sustainability goals in dairy processing. It covered transitioning to renewable fuels as sources of energy, electrifying production processes, recovering energy, reusing water, and optimising the efficiency of processing lines. Recognising the value of ongoing research and embracing technological advancements with an open mind is vital. Achieving lasting change, however, requires collaboration among all stakeholders. Industry leaders, equipment manufacturers, energy providers, academic institutions, government bodies, and consumers must work together to make sustainable dairy a reality. Only through collective effort can we build a resilient and environmentally responsible dairy sector that supports both people and the planet.
References
Introduction
EPA (2024) Overview of greenhouse gases. Available at: https://www.epa.gov/ghgemissions/ overview-greenhouse-gases
FAO (2010) Greenhouse gas emissions from the dairy sector: A life cycle assessment. Available at: https:// www.procon.org/ghg-emissions-from-dairy-sector- fao-2010.pdf
FAO (2018) Sustainable food systems: Concept and framework. Available at: https://openknowledge.fao.org/server/api/core/bitstreams/b620989c-407b-4caf-a152-f790f55fec71/content
Reducing carbon emissions from processing
Giner Santonja, G., Karlis, P., Raunkjær Stubdrup, K., Brinkmann, T. and Roudier, S. (2019) Best available techniques (BAT) reference document for the food, drink and milk industries. Available at: https:// eippcb.jrc.ec.europa.eu/sites/default/files/2020-01/JRC118627_FDM_Bref_2019_published.pdf
Laveet Kumar, M. Hasanuzzaman, N.A. Rahim, Global advancement of solar thermal energy technologies for industrial process heat and its future prospects: A review, Energy Conversion and Management, Volume 195, 2019, Pages 885-908, ISSN 0196-8904, https://doi.org/10.1016/j.enconman.2019.05.081. Available at: https://www.sciencedirect.com/science/ article/pii/S0196890419306363
Kemal Masera, Hadi Tannous, Valentina Stojceska, Savvas Tassou, An investigation of the recent advances of the integration of solar thermal energy systems to the dairy processes, Renewable and Sustainable Energy Reviews, Volume 172, 2023, 113028, ISSN 1364-0321, https://doi.org/10.1016/j.rser.2022.113028. Available at: https://www.sciencedirect.com/science/ article/pii/S1364032122009091
Responsible water management
EDA (2018) The importance of water in dairy. Available at: https://eda.euromilk.org/wp-content/uploads/2018/03/2018_03_19__EDA_factsheet_The_importance_of_water_in_Dairy_FINAL.pdf
Minimising food lost and waste
Scialabba, Nadia & Muller, Adrian & Schader, Christian & schmidt, Uta & Schwegler, Patrizia & Fujiwara, Daniel & Ghoreishi, Yasser, Food Wastage Footprint: Full-Cost Accounting (Final Report), 2015. Available at: https://www.researchgate.net/publication/337198849_Food_Wastage_Footprint_Full-Cost_Accounting_Final_Report
FAO (2015) Global initiative on food loss and waste reduction. Available at: https://openknowledge.fao.org/server/api/core/bitstreams/57f76ed9-6f19-4872-98b4-6e1c3e796213/content
Conclusion/summary
Pathways to Dairy Net Zero (2024) Pathways to Dairy Net Zero. Available at https://pathwaystodairynetzero.org/about-the-initiative/