RHEOLOGIE

Eine Reihe wichtiger Einflussfaktoren müssen bei der Auslegung von Prozesslinien für die Lebensmittelindustrie berücksichtigt werden, um die Qualität der Endprodukte zu sichern. Eine davon ist die Rheologie, die das Fließverhalten der Produkte in den Anlagen definiert.
In der Milchindustrie können insbesondere bei Sahne oder fermentierten Milchprodukten die typischen Produkteigenschaften ganz oder teilweise zerstört werden, wenn man ihr Fließverhalten nicht kennt und richtig interpretiert. Im Folgenden wird das Fließverhalten einiger typischer Milchprodukte in Kurzform abgehandelt.
DEFINITION
Formula 3.1
Rheologie wird definiert als die Wissenschaft über die Verformung und das Fließverhalten von Stoffenund Substanzen. Der Begriff leitet sich vom altgriechischen „rhei" ab, das übersetzt „fließen" bedeutet. Die Rheologie ist auf alle Arten von Fluiden, von Gasen bis zu Feststoffen, anwendbar.
Eines ihrer Hauptgebiete ist die Messung und Anwendung von Viskositätsdaten, wenn es um die rechnerische Auslegung von Prozessanlagen geht.
Die rheologische Wissenschaft ist relativ jung, aber ihre Geschichte ist schon alt. Im Buch der Richter im Alten Testament erklärt die Prophetin Deborah: „Die Berge flossen im Angesicht Gottes dahin ... ". In rheologische Ausdrucksweise übersetzt (M. Reiner) bedeutet dies, dass alles fließt, wenn man nur lange genug wartet. Eine Aussage, die für die Rheologie kennzeichnend ist. Dies wurde auch vom griechischen Philosophen Heraklit mit „panta rhei" – alles fließt – formuliert. M. Reiner war zusammen mit E. Bingham Mitte der 20er Jahre des letzten Jahrhunderts Begründer der Rheologie.
In der Lebensmittelwissenschaft wird die Rheologie benutzt, um die Konsistenz verschiedener Produkte zu beschreiben. Rheologisch hat diese Konsistenz zwei begriffliche Teile, die Viskosität (Zähflüssigkeit) und Elastizität (Struktur). In der Praxis steht Rheologie daher für Messungen der Viskosität, Charakterisierung des Fließverhaltens und Bestimmung der Struktur einer Substanz. Für die Auslegung von Prozessanlagen und eine Beurteilung der Produktqualität sind grundlegende Kenntnisse über diese Zusammenhänge unerlässlich.
CHARAKTERISIERUNG EINER SUBSTANZ
Eines der Hauptanliegen der Rheologie ist die Definition und Klassifizierung von Stoffen und Substanzen. Glas wird üblicherweise als festes Material definiert. Misst man aber die Dicke eines alten Kirchenfensters von oben nach unten, stellt man Unterschiede fest. Glas fließt tatsächlich, wenn auch nur sehr langsam.
Eine Möglichkeit zur Charakterisierung einer Substanz ist seine Entspannungszeit, d. h. die Zeit, die nötig ist, um einen (Verformungs-) Einfluss auf das Material durch Fließen auszugleichen. Typische Größenordnungen für Entspannungszeiten verschiedener Substanzen sind:
Flüssigkeiten 10–6 – 102 Sekunden
Feststoffe >102 Sekunden
Eine andere Möglichkeit zur rheologischen Definition von Substanzen bietet sich über Eigenschaftsbegriffe wie viskos, elastisch oder viskoelastisch. Gase und Flüssigkeiten werden gewöhnlich als viskose Substanzen beschrieben. Definitionsgemäß speichert eine ideal viskose Flüssigkeit keinerlei Verformungsenergie. Sie wird daher irreversibel verformt, wenn sie einem (Verformungs-) Stress (physikalische Spannung) unterliegt. Sie fließt und die Verformungsenergie wird in Form von Wärme abgegeben, was zu einem Temperaturanstieg führt.
Feststoffe hingegen werden normalerweise als elastische Materialien beschrieben. Eine ideal elastische Substanz speichert sämtliche Verformungs- energie und gewinnt seine Form nach Aufheben der Verformungsspannung wieder zurück. Eine viskose Flüssigkeit lässt sich also als eine Flüssigkeit beschreiben, die dem Deformationsvorgang widersteht, nicht aber dem Grad der Verformung, während ein elastisches Material sowohl dem Vorgang als auch dem Grad der Verformung widersteht.
Eine Reihe von Substanzen zeigt viskose und elastische Eigenschaften zugleich, d. h. sie speichern einen gewissen Anteil der Verformungsenergie in ihrer Struktur, während ein anderer Teil der Energie durch Fließen verloren geht. Diese Substanzen bezeichnet man als viskoelastisch. Bei Lebensmitteln gibt es dafür zahlreiche Beispiele, wie etwa Pudding- und Dessertprodukte auf Stärkebasis, Mayonnaise oder Tomatenpüree.
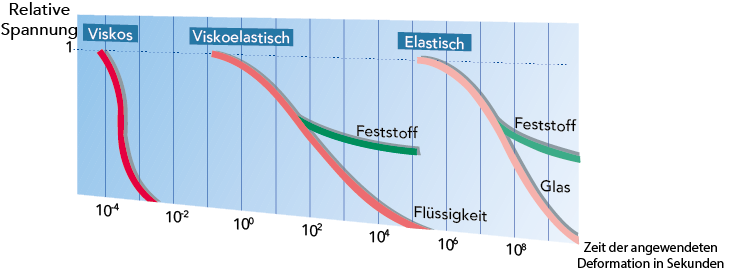
Abb. 3.1
Die Kurven zeigen die Unterschiede zwischen viskosen, viskoelastischen und elastischen Materialien bei Verformung.
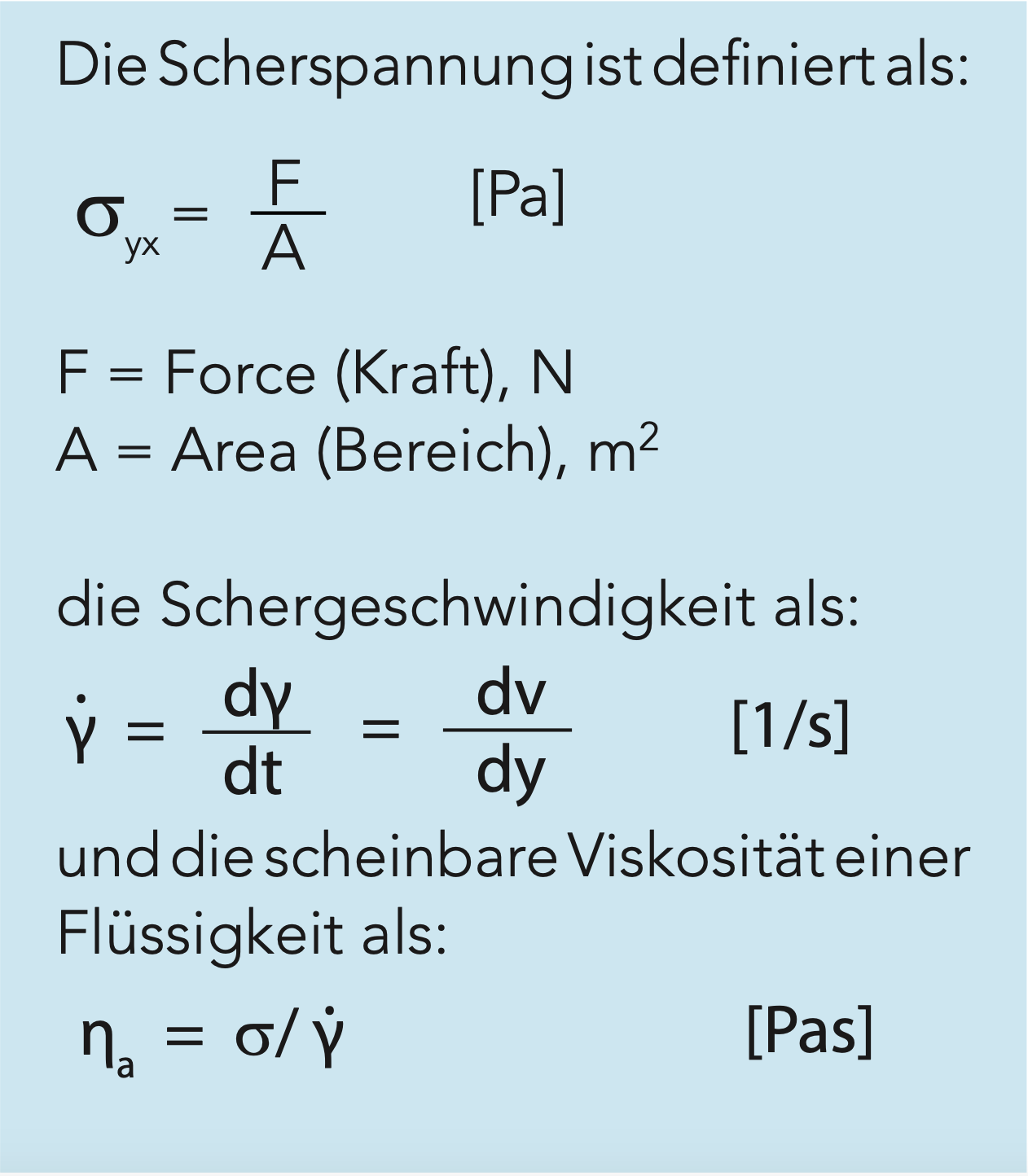
SCHERUNG
In der Rheologie dient die Scherung einer Substanz als Schlüssel für die Erfassung ihres Fließverhaltens und ihrer Struktur. Eine Scherwirkung wird durch eine Strömung zwischen zwei parallelen Platten, eine Rotation zwischen zwei koaxialen Zylindern, von denen einer stationär ist und der andere rotiert, den Aufstieg in Kapillaren und Rohren, oder eine Torsionsströmung zwischen zwei parallelen Platten erreicht.
Um die Viskosität einer Substanz untersuchen zu können, muss die Scherung eine stationäre Strömung in der Substanz erzeugen. Diese Formänderung entsteht durch Deformation und Wiederanordnung von Molekülen, indem strukturelle Bindungen im Material gebrochen werden. Will man die Elastizität (Struktur) einer Substanz untersuchen, darf die Scherung nicht so stark sein, dass sie die Struktur zerstört. Eine Möglichkeit dafür ist, das Material einer oszillierenden Scherung auszusetzen, wobei die Amplitude (Schwingungsweite) klein genug bleibt, um die Untersuchung einer unzerstörten Struktur zu erlauben. Die Scherung eines Volumenelements zwischen zwei parallelen Platten/Ebenen wird üblicherweise dafür verwendet, um eine anschauliche Grunddefinition von Scherspannung und Schergeschwindigkeit zu geben.
Formel 3.2
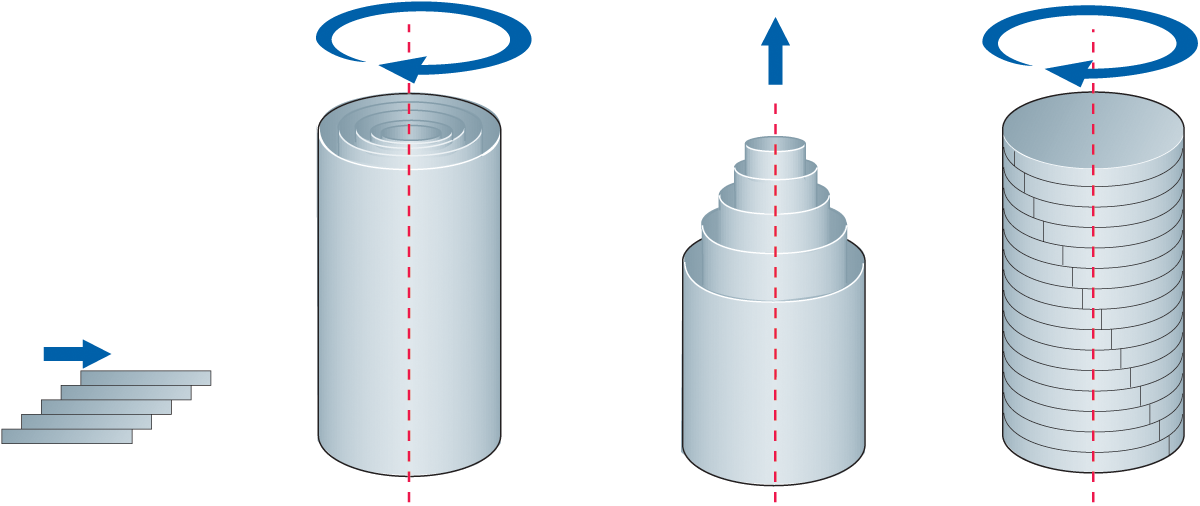
Abb. 3.2
Verschiedene Scherwirkungen.
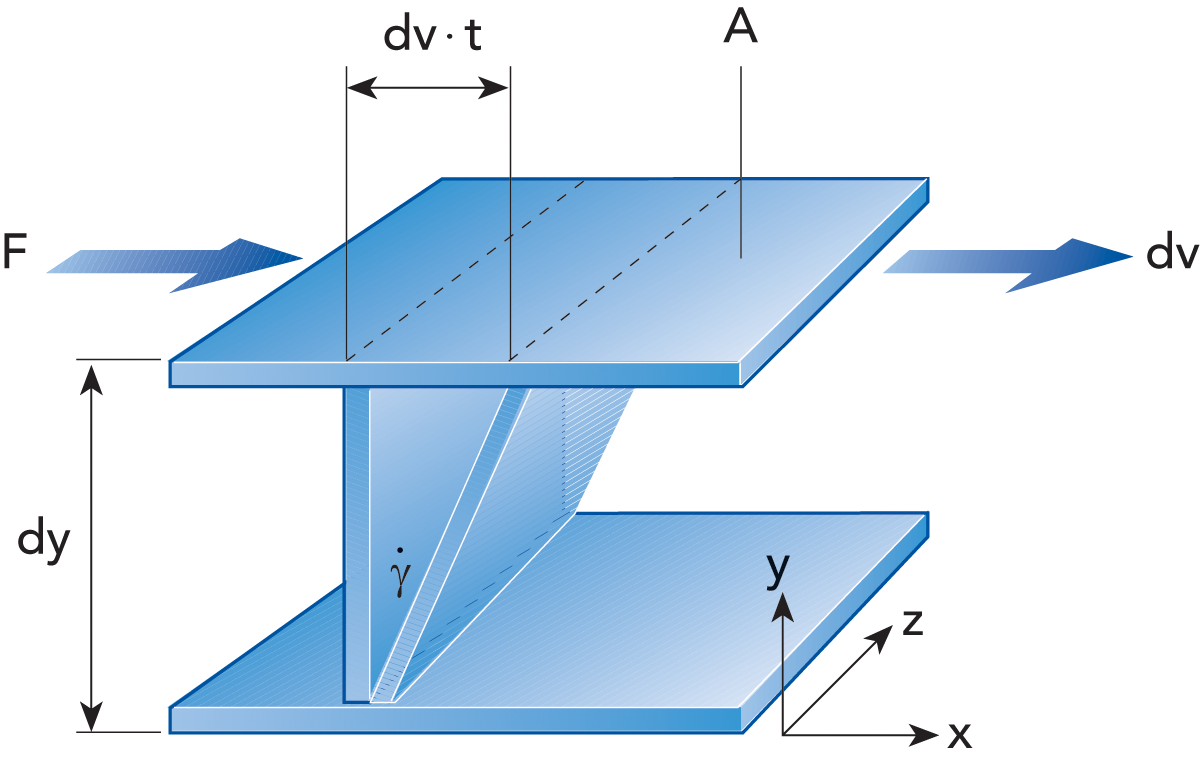
Abb. 3.3
Definition von Scherspannung und Schergeschwindigkeit aufgrund der Scherung zwischen parallelen Ebenen.
NEWTONSCHE FLUIDE
Newtonsche Fluide zeigen eine temperaturabhängige konstante Viskosität, unabhängig von der angewendeten Schergeschwindigkeit. Mit anderen Worten: Newtonsche Fluide zeigen in laminarer Strömung eine direkte Proportionalität zwischen Scherspannung und Schergeschwindigkeit.

Formula 3.3
Die Proportionalitätskonstante ist gleich der Viskosität der Substanz. Die Fließkurve, eine Abbildung von Scherspannung gegen Schergeschwindigkeit ist daher für eine newtonsche Flüssigkeit eine gerade Linie mit der Steigung η. Die Viskositätskurve, eine Abbildung von Viskosität gegen Schergeschwindigkeit, zeigt eine gerade Linie mit einem konstanten Wert gleich η.
Eine newtonsche Flüssigkeit lässt sich durch einen einzigen Viskositätswert bei einer gegebenen Temperatur definieren. Wasser, Mineral- und pflanzliche Öle sowie reine Zuckerlösungen sind Beispiele für newtonsche Fluide. Flüssigkeiten mit niedriger Inhaltsstoffkonzentration wie Voll- oder Magermilch können praktisch als newtonsche Flüssigkeiten charakterisiert werden.
NICHT-NEWTONSCHE FLUIDE
Substanzen, bei denen man eine bestimmte Viskosität bei einer gegebenen Temperatur nicht definieren kann, werden als nicht-newtonsche Fluide bezeichnet. Ihre Viskosität muss immer zusammen mit einer bestimmten Temperatur und Schergeschwindigkeit angegeben werden. Ändert sich die Schergeschwindigkeit, ändert sich auch die Viskosität. Generell führen hohe Stoffkonzentrationen und tiefe Temperaturen zu nicht-newtonschem Fließverhalten.
Neben einer Abhängigkeit von der Schergeschwindigkeit kann die Viskosität nicht-newtonscher Fluide auch zeitabhängig sein, wobei die Viskosität dann nicht nur eine Funktion der Höhe der Schergeschwindigkeit, sondern auch der Scherungsdauer und zumeist auch der Frequenz von Scherwirkungseinflüssen ist. Nicht-newtonsche Fluide, die eine zeitunabhängige Viskosität aufweisen, werden als strukturviskos, dilatant oder plastisch bezeichnet. Nicht-newtonsche Substanzen, deren Viskosität zeitabhängig ist, bezeichnet man als thixotrop, rheopex oder antithixotrop.
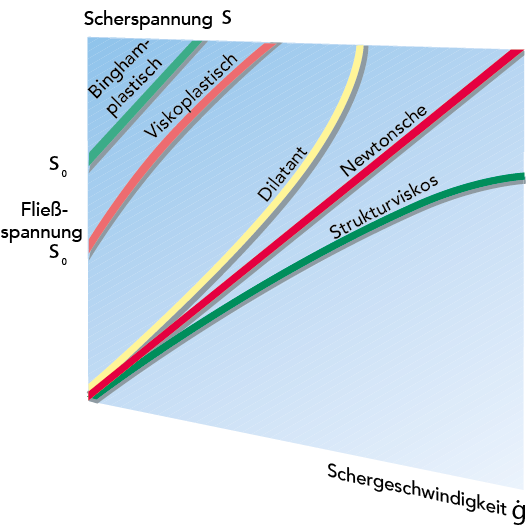
Abb. 3.4
Fließkurven für newtonsche und nicht-newtonsche Fluide.
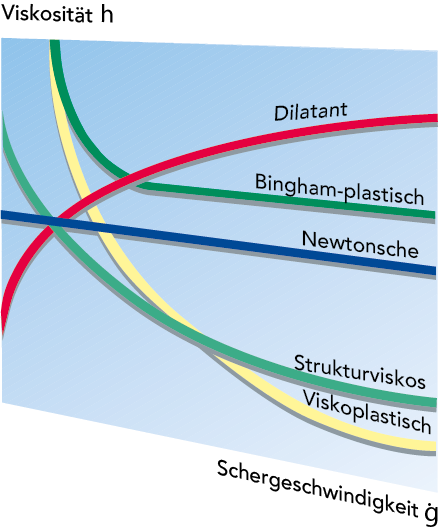
Abb. 3.5
Viskositätskurven für newtonsche und nicht-newtonsche Fluide.
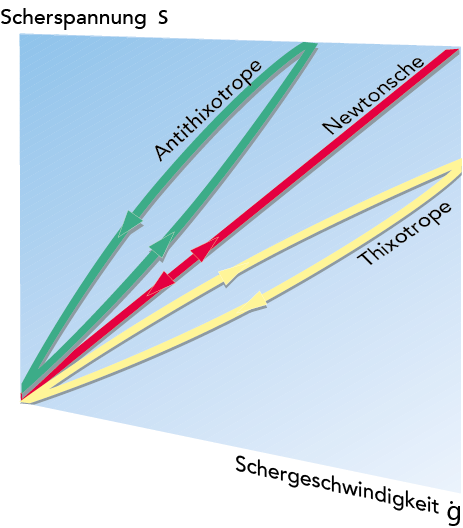
Abb. 3.6
Fließkurven für zeitabhängige nicht-newtonsche Fluide.
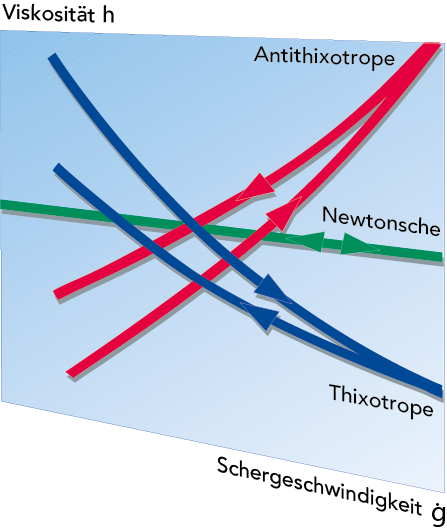
Abb. 3.7
Viskositätskurven für zeitabhängige nicht-newtonsche Fluide.
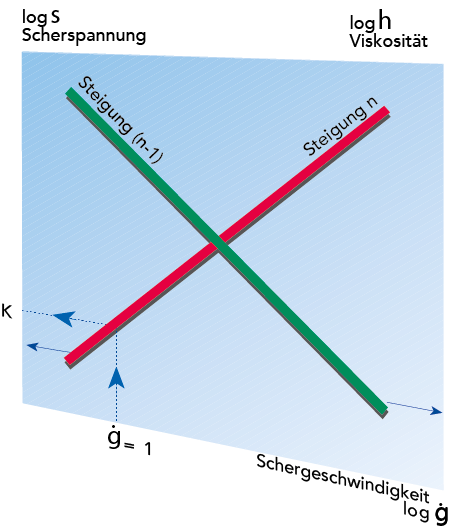
Abb. 3.8
Logarithmische Fließ- und Viskositätskurven für ein strukturviskoses Kraftgleichungsfluid.
STRUKTURVISKOSES FLIESSVERHALTEN
Die Viskosität eines strukturviskosen Fluids (manchmal auch als pseudoplastisches Fluid bezeichnet) sinkt mit zunehmender Schergeschwindigkeit. Die meisten flüssigen Lebensmittel zählen zu dieser Flüssigkeitskategorie. Die Abhängigkeit der Viskosität von der Schergeschwindigkeit kann sich zwischen verschiedenen Produkten deutlich unterscheiden, ebenso wie für ein und dasselbe Produkt, abhängig von Temperatur und Stoffkonzentration. Ursache für strukturviskoses Verhalten ist, dass eine höhere Schergeschwindigkeit Moleküle deformiert und/oder neu anordnet, was geringerem Strömungswiderstand und so zu geringerer Viskosität führt.
Typische Beispiele für strukturviskose Fluide sind Joghurt, Sahne, Fruchtsaftkonzentrate und Salatdressings. Angemerkt sei, dass obwohl Zuckerlösungen newtonsches Fließverhalten zeigen, Fruchtsaftkonzentrate immer deutlich nicht-newtonschen Charakter haben. Eine nicht-newtonsche Flüssigkeit wie Joghurt oder Saftkonzentrat, die in einem Rohr gefördert wird, zeigt also eine momentane Viskositätsabsenkung, wenn die Fließgeschwindigkeit steigt. Das heißt für die Praxis, dass der Druckverlust einer nicht-newtonschen Flüssigkeit bei laminarer Strömung nicht direkt proportional zur Fließgeschwindigkeit ist, wie bei newtonschen Flüssigkeiten in laminarer Strömung.
DILATANTES (SCHERVERZÄHUNG) FLIESSVERHALTEN
Die Viskosität einer dilatanten Flüssigkeit steigt mit steigender Schergeschwindigkeit. Dieses Fließverhalten findet man generell in hochkonzentrierten Suspensionen. Hier wirkt die „Trägerflüssigkeit" (das Lösungsmittel) bei geringerer Schergeschwindigkeit wie ein Schmiermittel zwischen den suspendierten Teilchen, wird aber bei höherer Schergeschwindigkeit herausgedrückt, sodass die Partikel dichter aneinander gelagert sind. Typische Beispiele für dilatante Systeme sind feuchter Sand oder konzentrierte Stärkesuspensionen.
PLASTISCHES FLIESSVERHALTEN
Eine Flüssigkeit, die eine bestimmte Fließspannung zeigt, nennt man plastische Substanz. Praktische Auswirkung dieses Fließverhaltens ist, dass eine beträchtliche Kraft aufgewendet werden muss, bevor das Material wie eine Flüssigkeit zu strömen beginnt. Dies wird oft auch als „Ketchup-Effekt" bezeichnet. Liegt die aufgewendete Kraft unter der Fließspannung, speichert die Substanz die Verformungsenergie, d. h. sie verhält sich elastisch wie ein Feststoff. Ist die Fließspannung überwunden, fließt das Material wie ein newtonsches Fluid (es wird dann als Bingham-plastisches Fluid bezeichnet), oder es verhält sich wie eine strukturviskose Substanz (und wird dann als viskoplastisch charakterisiert).
Typische plastische Substanzen sind Quark, hoch pektinhaltige Apfelsaft- Konzentrate, Tomatenpasten und bestimmte Ketchupsorten. Außerhalb des Lebensmittelbereiches sind Zahnpasta, Handcreme und Schmiermittel typische Beispiele für plastische Fluide.
Eine einfache wie effektive Art, plastisches Fließverhalten einer Flüssigkeit zu ermitteln, besteht darin, ein Glas mit der Flüssigkeit einfach auf den Kopf zu stellen. Fließt der Inhalt nicht von selbst heraus, hat sie wahrscheinlich eine hohe Fließspannung. Fließt der Inhalt von selbst, aber nur sehr langsam aus, hat das Fluid zwar wahrscheinlich keine Fließspannung, dafür aber eine hohe Viskosität. Informationen dieser Art haben eine enorm große Bedeutung für die Auslegung von Prozessanlagen, was die Dimensionierung und die Anordnung von Lager- und Prozesstankauslässen und die Anbindung von Pumpen angeht.
ZEITABHÄNGIGES FLIESSVERHALTEN
thixotrope FLUIDE
Eine thixotrope Flüssigkeit kann als strukturviskoses System beschrieben werden, in dem die Viskosität nicht nur mit steigender Schergeschwindigkeit, sondern auch über die Zeit bei einer konstanten Schergeschwindigkeit sinkt. Thixotropes Fließverhalten wird gewöhnlich in einem Loop-Test ermittelt. Bei diesem Test wird das Material steigenden Schergeschwindigkeiten ausgesetzt, denen gleiche, abnehmende Schergeschwindigkeiten in absteigendem Maß folgen. Das zeitabhängige thixotrope Fließverhalten ermittelt sich aus der Differenz zwischen steigender und abnehmender Viskositäts- und Scherspannungskurven. Um seine Struktur wiederzuerlangen, muss das Material für eine gewisse Zeit ruhen, die für das betreffende Material charakteristisch ist. Diese Art von Fließverhalten zeigen alle gelbildenden Systeme. Typische Beispiele sind Joghurt, Mayonnaise, Margarine, Eiscreme und Anstreichfarben.
RHEOPEXE FLUIDE
Ein rheopexes Fluid wird als thixotrope Flüssigkeit beschrieben, wobei der Hauptunterschied darin besteht, dass sich die Struktur des Fluids nur vollständig wiederbildet, wenn sie einer geringen Schergeschwindigkeit ausgesetzt wird. Das heißt, eine rheopexe Flüssigkeit gewinnt ihre alte Struktur nicht zurück, wenn sie ruht.
ANTITHIXOTROPE FLUIDE
Ein antithixotropes Fluid wird als dilatantes System beschrieben, d. h. die Viskosität steigt mit steigender Schergeschwindigkeit, aber auch über die Zeit bei konstanter Schergeschwindigkeit. Wie bei thixotropen Fluiden auch, bestimmt man das Fließverhalten mit einem Loop-Test. Antithixotropes Fließverhalten ist für Lebensmittel ungewöhnlich.
MODELLE FÜR DAS FLIESSVERHALTEN
Um Viskositätsmessergebnisse in die Berechnung der Prozessanlagenauslegung aufnehmen zu können, benötigt man eine mathematische Beschreibung des Fließverhaltens. Es gibt für nicht-newtonsche Fluide mehrere solche mathematischen Beschreibungen. Beispielhaft seien genannt Ostwald, Herschei-Bulkley, Steiger-Ory, Bingham, Ellis und Eyring. Diese Modelle setzen die Scherspannung in Bezug zur Schergeschwindigkeit und erlauben so die Berechnung der Viskosität zum gegebenen Zeitpunkt aus dem Verhältnis von Scherspannung und Schergeschwindigkeit. Das am weitesten allgemein gültige Rechenmodell ist von Herschei-Bulkley, das auch als generelle Kraftgleichung bezeichnet wird und vom Grundsatz her ein erweitertes Ostwald-Modell ist. Hauptvorteil dieser generellen Kraftgleichung ist, dass sie auf eine große Zahl nicht-newtonscher Fluide über einenweiten Bereich von Schergesc Fhwindigkeiten anwendbar ist. Zudem lässt sich die Gleichung direkt anwenden, z. B. für die Berechnung von Druckverlust oder Wärmeübertragung.
Die generelle Kraftgleichung ist gleichermaßen anwendbar auf plastische, dilatante und strukturviskose Flüssigkeiten gemäß der nachstehenden Formel.

Formula 3.3
Sie lautet:
σ = Scherspannung, Pa
σ0 = Fließspannung, Pa
K = Konsistenz, Pasn
γ = Schergeschwindigkeit, s–1
n = Fließexponent, dimensionslos
Eine Modifizierung der generellen Kraftgleichung erlaubt es, sie so umzuschreiben, dass sie jede Art von Fließverhalten beschreibt. Für newtonsche Fluide lautet die Kraftgleichung:
(K = η und n = 1):

Formula 3.4
Für ein plastisches Fluid wird die Kraftgleichung in ihrer generellen Form verwendet, wobei n < 1 für viskoplastisches und n = 1 für Bingham-plastisches Fließverhalten gewählt wird.
Für ein strukturviskoses oder dilatantes Fluid stellt sich die Kraftgleichung so dar:

Formula 3.5
mit n < 1 für dilatante bzw. n > 1 für strukturviskose Fluide.
Zeitabhängiges Fließverhalten, also Thixotropie, wird mit mathematischen Modellen beschrieben, die meist sehr viel komplizierter als die bisher vorgestellten Formeln sind. Solche Fluide werden daher oft über zeitunabhängige Prozessviskositäten beschrieben, die sich aus der Kraftgleichung herleiten.
GEBRÄUCHLICHE EINHEITEN
Gebräuchliche Einheiten für Schergeschwindigkeit, Viskosität, Kraftgleichungskonstanten (n- und K-Werte) und Fließspannung bei Raumtemperatur (Ausnahme: geschmolzene Polymere und geschmolzenes Glas) werden in Tabelle 3.1 gezeigt.
Die Einheit für die Viskosität ist Pas (Pascalsekunde), gleich 1.000 mPas oder 1.000 cP (Centipoise). Zu beachten ist, dass alle Viskositätswerte lediglich als Beispiele (bei Raumtemperatur) dienen und NICHT für Berechnungen verwendet werden sollten.
MESSGERÄTE
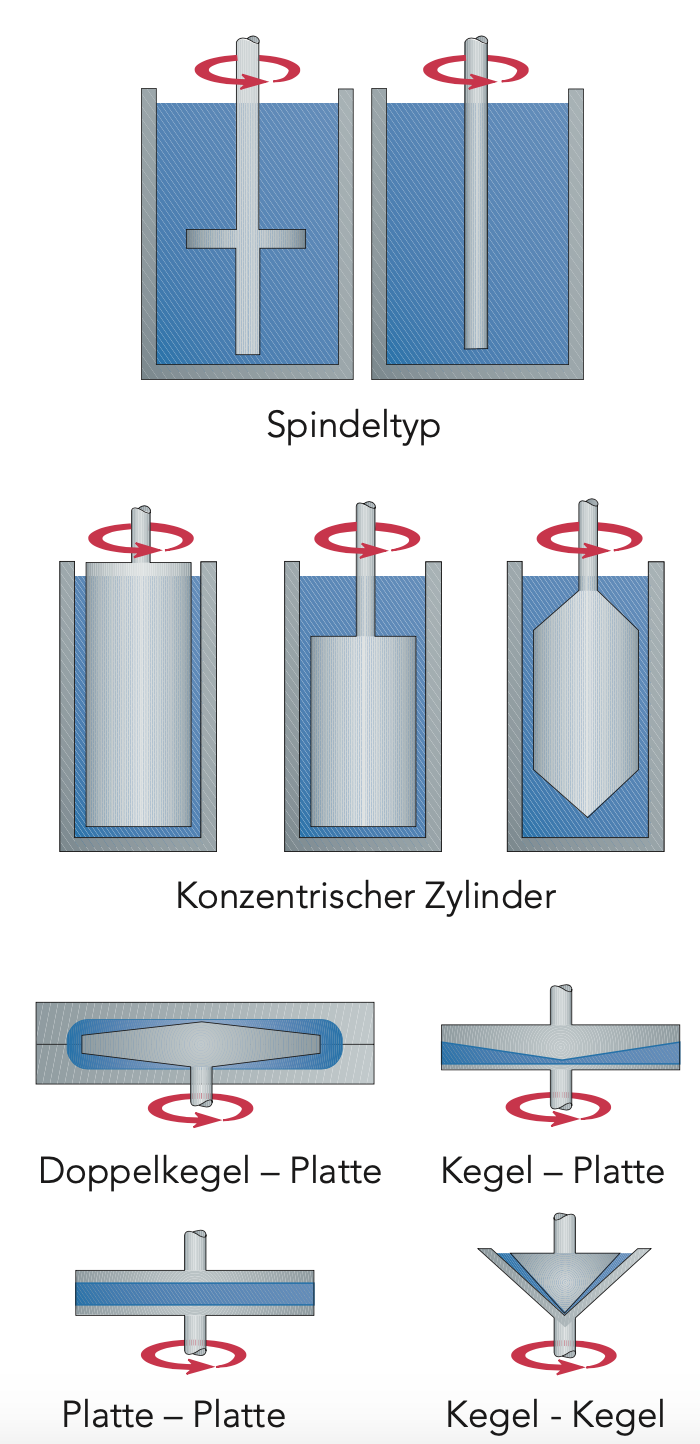
Abb. 3.9
Funktionsprinzip verschiedener Viskosimetertypen.
Die wichtigsten Arten von Viskosimetern arbeiten mit Rotation oder Kapillaren. Rotationsviskosimeter werden als Spindel, Kegel-Platte, Platte-Platte oder als konzentrische Zylinder gebaut. Letztere unterscheiden sich wieder nach der Bauart „Searle" (rotierender Senkkörper) oder „Couette" (rotierende Hohlform). Kapillarviskosimeter können mit atmosphärischem oder Überdruck betrieben werden. Generell sind Rotationsviskosimeter leichter anzuwenden und flexibler als Kapillarviskosimeter. Dafür arbeiten letztere aber bei geringen Viskositäten und hohen Schergeschwindigkeiten genauer. Für den praktischen Einsatz zur Viskositätsmessung von flüssigen Lebensmitteln eignen sie sich jedoch weniger, da sie auch auf sehr kleine Partikel wie Fruchtfasern empfindlich reagieren.
Hier wird das Röhrenviskosimeter, eine Abart des Kapillarviskosimeters mit einem Röhrendurchmesser von bspw. 25 bis 38 mm, bevorzugt (anstatt weniger Millimeter wie beim Kapillarviskosimeter). Das Röhrenviskosimeter wird zur Ermittlung der Kraftgleichungskonstanten verwendet und eignet sich besonders für stückige Produkte. Nachteil des Röhrenviskosimeters ist, dass man oft große Probenmengen benötigt und die Apparatur sehr sperrig und teuer sein kann.
Die Viskositätsmessung bei nicht-newtonschen Fluiden erfordert Geräte, in denen die angewendeten Schergeschwindigkeiten exakt definiert sind, d. h. die Scherung findet in einem engen Spalt mit einem geringenSchergeschwindigkeit gradienten statt. Diese grundlegende Anforderung schließt alle Geräte aus, in denen der Spalt zu groß oder sogar nicht definiert ist, wie z. B. bei Spindelviskosimetern. Es ist dringend davon abzuraten, Daten aus Viskositätsmessungen nicht-newtonscher Fluide, die bei undefinierten oder unpassenden Schergeschwindigkeiten erfolgen, als Basis für eine Bewertung von Viskositätswerten oder rheologischen Parametern zu verwenden.
Rotationsviskosimeter gibt es in tragbarer und stationärer Form. Tragbare Geräte werden meist in einem stoßsicheren Koffer mit allen benötigten Teilen geliefert. Sie werden im Prinzip manuell bedient, auch wenn einige Hersteller Schnittstellen zur Anbindung an den PC anbieten. Heute gebräuchliche tragbare Geräte sind mit Prozessoren bestückt, die das Viskosimeter nach dem jeweils gewählten Ablauf steuern und die Messdaten für eine spätere Ausgabe an einen Drucker auf einem PC speichern.
Stationäre Geräte sind gewöhnlich computergesteuert, um Messabfolgen und Datenaufbereitung automatisieren zu können. Die Software ermöglicht die Anpassung an eine Anzahl rheologischer Modelle, den Ausdruck von Fließkurven usw.
Im Normalfall reicht ein Rotationsviskosimeter nicht für eine komplette rheologische Untersuchung aus, wie z. B. die Untersuchung des Strukturbruchs bei Joghurt. Solche Analysen erfordern ein sehr viel komplexeres Instrument, das man als Rheometer bezeichnet. Mit einem Rheometer lässt sich das Fluid durch Anwendung von Torsionsvibration oder Oszillation anstatt Rotation rheologisch ohne Zerstörung seiner Struktur untersuchen. Typische Anwendungen sind bei viskoelastischen Fluiden gegeben, bei denen ein Rheometer benutzt wird, um die viskosen und elastischen Eigenschaften des Fluids separat zu erfassen.
Normale Viskosimeter und Rheometer sollten nicht zur Messung von Produkten benutzt werden, die eine sehr hohe Viskosität aufweisen, wie z. B. Butter, Käse und pflanzliche Fette. Hierfür sind bestimmte Penetrometer erhältlich, die aber keine wissenschaftlich exakten Rheologiewerte liefern, sondern nur empirische Informationen vermitteln. In der tomatenverarbeitenden Industrie wird als Sonderbauart ein Konsistometer verwendet. Dieses Gerät liefert seine Ergebnisse in sog. Bostwick-Graden, eine Einheit, mit der man lediglich verschiedene Produkte vergleichen kann.
MESSTECHNIKEN
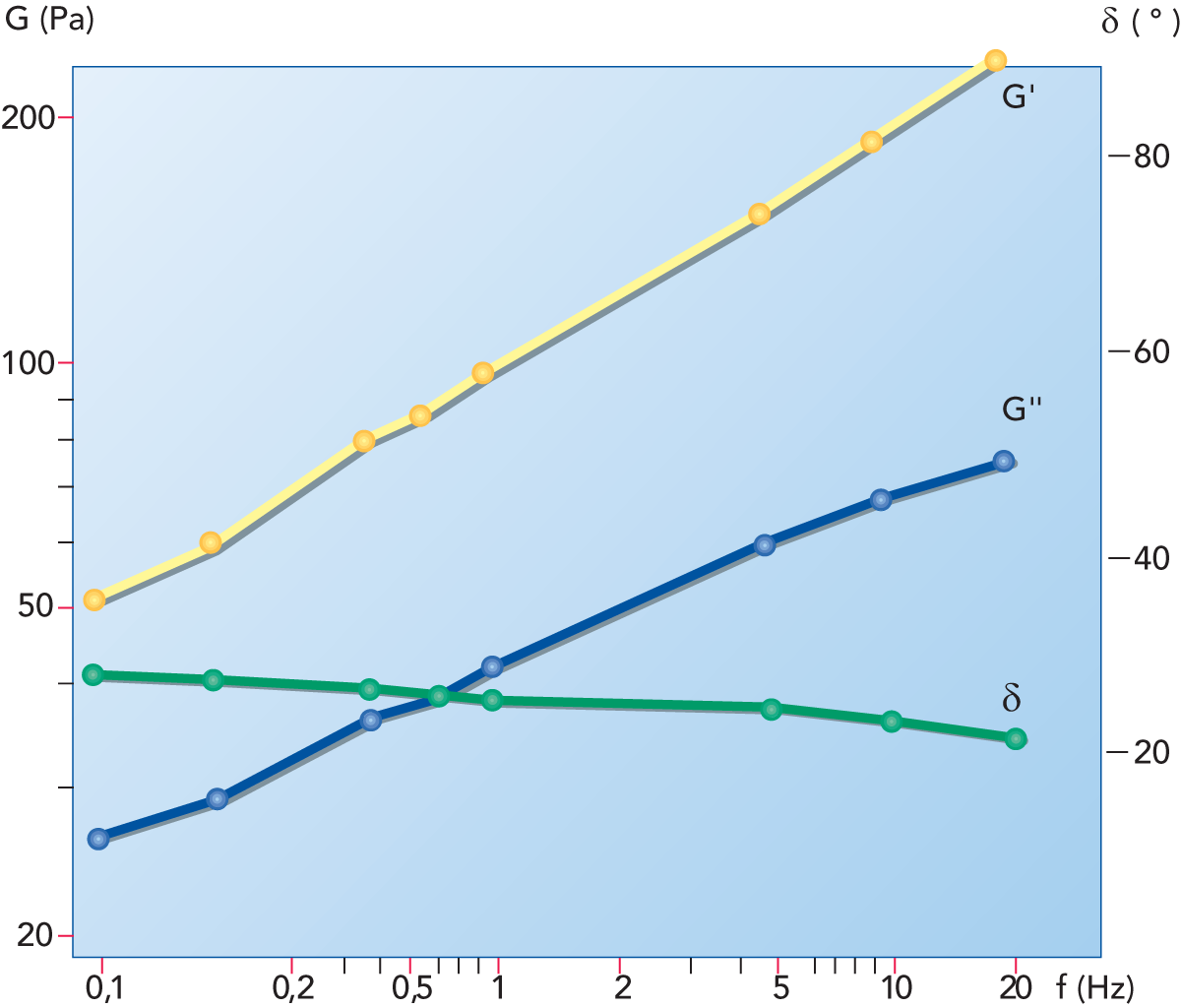
Abb. 3.10
Beispiel eines Ergebnisses für eine rheologische Analyse.
Viskositätsmessungen sollten immer über eine Reihe repräsentativer Schergeschwindigkeiten und Temperaturbereiche angestellt werden, die sich aus dem Prozess ableiten, den man untersuchen will. Daher sollte die beabsichtigte Verwendung der Messwerte klar sein, bevor die Messung stattfindet, so z. B. wenn die Viskositätswerte zur Auslegung eines Tiefkühlers oder der Erhitzerabteilung einer UHT-Anlage benutzt werden sollen.
Aufgrund praktischer Beschränkungen beträgt die maximale Messtemperatur in den meisten Viskosimetern ca. 90 °C. Bei höheren Temperaturen steigt die Gefahr von Ausdampfung aus der Oberfläche der Probe mit folgender Hautbildung und damit höherem Widerstand und der Ermittlung falscher Messwerte. Hier muss ein Spezialinstrument mit Überdruck verwendet werden. Derartige Geräte lassen Messtemperaturen bis 150 °C zu, d. h. Viskositätsdaten eines typischen UHT-Erhitzungsprozesses bis hinauf zu 140 °C können hier gemessen werden. Es ist von größter Bedeutung, dass die Temperatur während der Messdauer konstant gehalten und genau ermittelt wird. Schon ein Temperaturunterschied von 3 °C kann zu einer Viskositätsänderung von 10 Prozent führen.
Um die Genauigkeit der Messdaten zu steigern, sollten sie bei so vielen Schergeschwindigkeiten und Temperaturen wie möglich ermittelt werden. Zudem sind Erhitzungseffekte in die Bewertung einzubeziehen. In einer Probe, die z. B. hitzequellende Stärke enthält, unterscheiden sich die Viskositäten vor und nach der Erhitzung über die Quelltemperatur deutlich voneinander.
Außerdem müssen auch lagerungs- und zeitabhängige Effekte beachtet werden. Die rheologischen Eigenschaften von vielen Produkten, z. B. von fermentierten Milcherzeugnissen, ändern sich mit der Zeit. Soll die Viskositätsmessung Daten für die Auslegung von Prozessanlagen liefern, dann sollten die Messungen vorzugsweise an Proben erfolgen, die so nahe wie möglich dem betreffenden Prozessschritt entsprechen.
Werden Messungen regelmäßig durchgeführt, sollten die Ergebnisse am besten in einer Datenbank abgelegt werden, um einen Vergleich verschiedener Produkte zu ermöglichen. In der Praxis sind alle flüssigen Nahrungsmittel hinsichtlich ihrer Viskosität einzigartig, d. h. Messdaten eines einzigen Typs von Vanillepudding, Tomatenpüree oder Joghurt können nicht mit Sicherheit auf eine andere Sorte oder Produktvariante angewendet werden, selbst wenn sie eine grob ähnliche Zusammensetzung aufweist. Verfügt man aber über eine Datenbank mit Messdaten einer größeren Anzahl von Produkten, lässt sich hieraus stets ein Bereich von Viskositäten für eine bestimmte Produktart ermitteln, sofern keine andere Information verfügbar ist.
G'' = Viskositätsmodul
δ = Phasenwinkel
DRUCKVERLUST IN ROHRLEITUNGEN
Nachstehend sind einige nützliche Gleichungen aufgeführt, mit denen man den Druckverlust und die Schergeschwindigkeit in laminarer Strömung durch Rohrleitungen berechnen kann. Alle Gleichungen beruhen auf der Kraftgleichung, da sich die meisten Lebensmittelsysteme unter Prozessbedingungen mit ihr beschreiben lassen.
Die Gleichungen sind auf newtonsche und nicht-newtonsche Fluide anwendbar, abhängig davon, welchen Wert man für n in die Gleichung einsetzt: n < 1 bei strukturviskosen (pseudoplastischen) Fluiden, n = 1 bei newtonschen Fluiden und n > 1 für dilatante Fluide.
Das Verhältnis zwischen Fließgeschwindigkeit und Druckverlust und zwischen Fließgeschwindigkeit und Wandschubspannungsgeschwindigkeit in einem kreisförmigen Kanal wird so beschrieben:
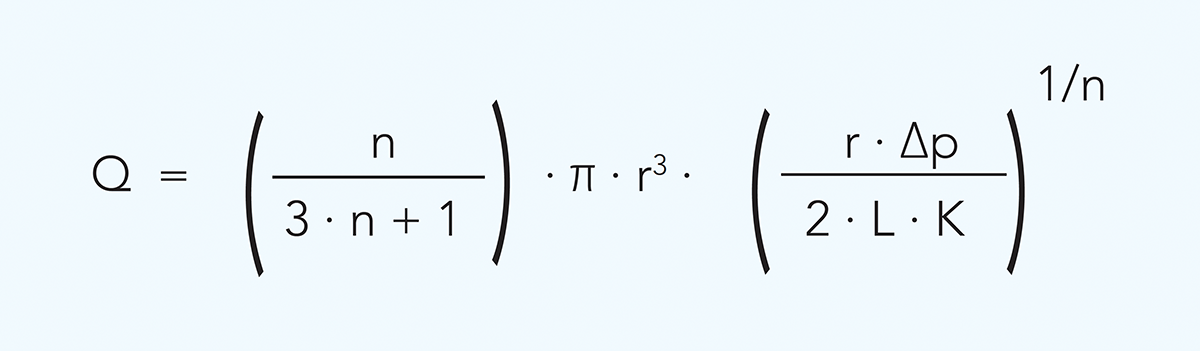
Formula 3.6
oder
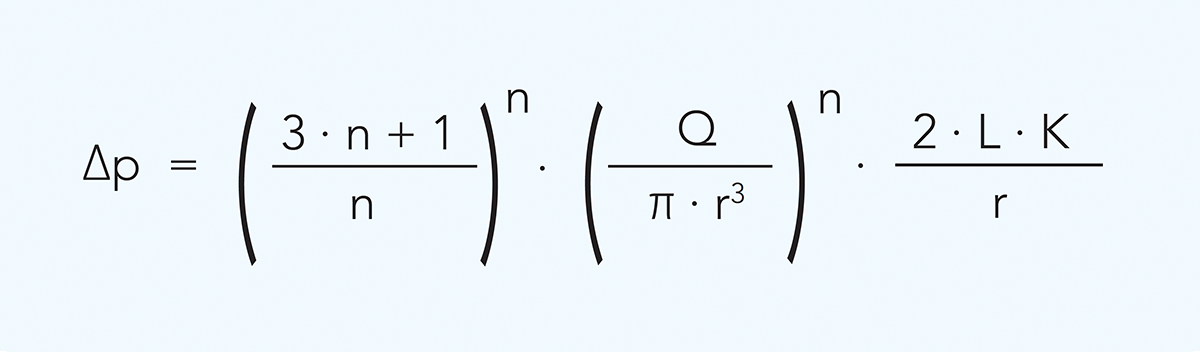
Formula 3.7
und
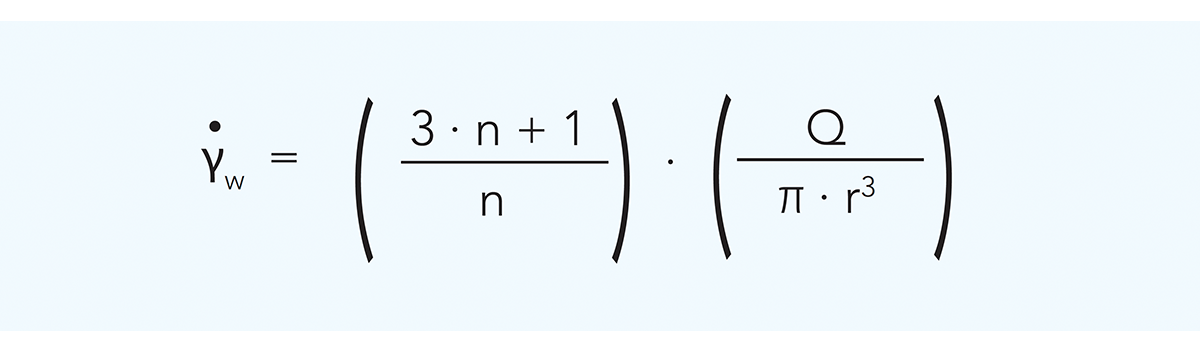
Formula 3.8
Q = Fließgeschwindigkeit m3/s
r = Kanalradius m
∆p = Druckabfall Pa
L = Rohrlänge m
γw = Wandschubspannungsgeschwindigkeit s–1
n = Fließexponent
K = Konsistenzkoeffizient Pasn
Die entsprechende Gleichung für rechteckige Durchflusskanäle lautet:
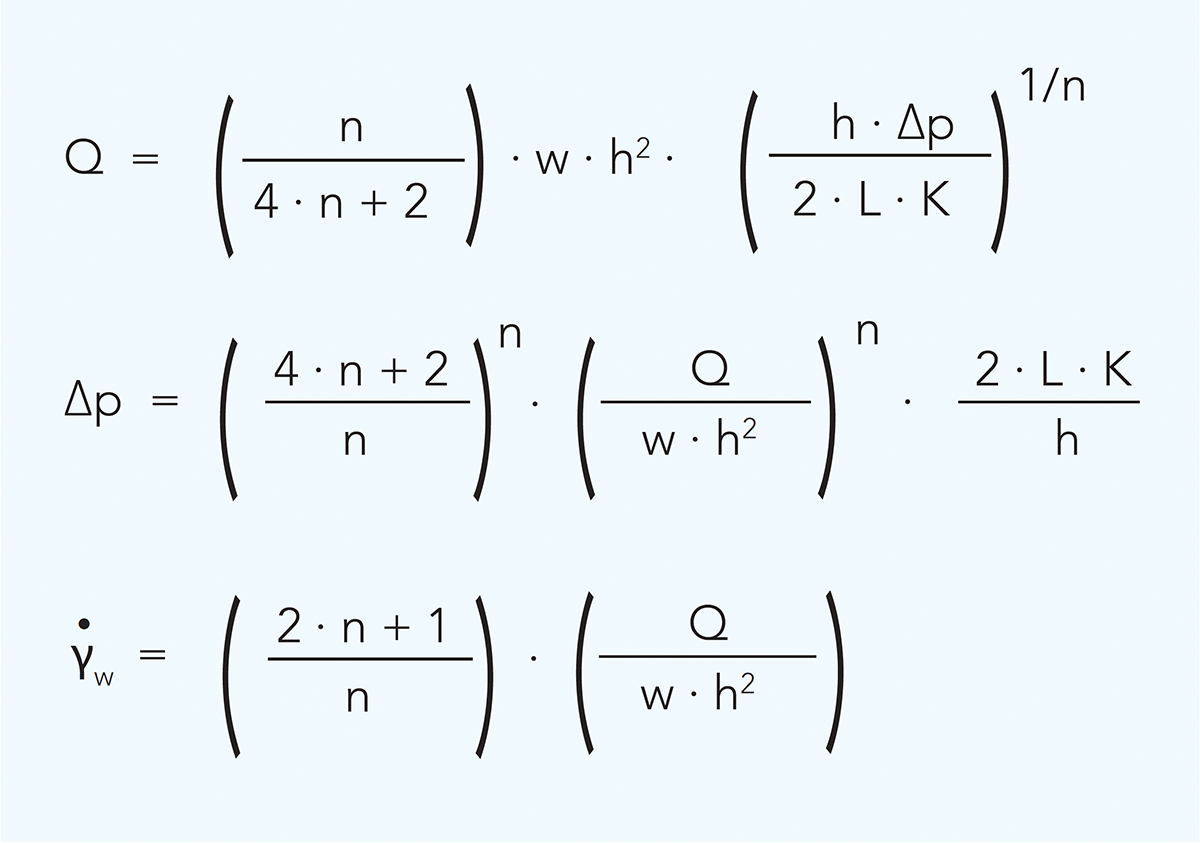
Formula 3.9

Formula 3.10
w = Kanalbreite m
h = Kanalhöhe m