
ПАСТЕРИЗОВАННЫЕ МОЛОЧНЫЕ ПРОДУКТЫ
Пастеризованные молочные продукты – это жидкие продукты, приготовленные из молока и сливок, предназначенные для непосредственного потребления. Эта группа продуктов включает цельное молоко, обезжиренное молоко, нормализованное молоко и различные типы сливок.
Кисломолочные продукты также входят в эту категорию, но поскольку они изготавливаются с помощью заквасочных культур микроорганизмов, их производство рассматривается отдельно в главе 11 “Кисломолочные продукты”.
Все элементы конструкций, описанные в главе 6, в принципе, используются в производстве пастеризованных молочных продуктов.
В большинстве стран обязательными этапами производства молочных продуктов для непосредственного потребления являются очистка, пастеризация и охлаждение. Во многих странах гомогенизация является необходимой процедурой, в то время как в других – ее не производят, поскольку хороший слой сливок рассматривается как показатель высокого качества. Деаэрация практикуется в некоторых случаях, когда в молоке содержится большое количество воздуха, а также когда в продукте присутствуют посторонние привкусы и запахи. Это может произойти, например, если корм скота содержит растения семейства луковых.
Для производства молочных продуктов высочайшего качества необходимо обеспечить первоклассное сырье и грамотно спроектированные производственные линии. Должна быть обеспечена мягкая обработка, позволяющая сохранить ценные составляющие молока.
Микробиологические показатели молока, установленные стандартами Европейского союза (ЕС), обеспечивающими безопасность здоровья людей и животных, приведены в таблице 8.1.
Стандарты ЕС для количества микроорганизмов в молоке
| Продукт | Количество микроорганизмов (КОЕ/мл) |
|---|---|
| Сырое молоко | 100 000 |
| Сырое молоко, хранимое в силосе (6 °C) на молокозаводе больше 36 часов | 300 000 |
| Пастеризованное молоко после выдержки | 50 000 |
| ВТО и стерилизованное молоко после термостатирования в течение 15 дней при 30°C | 10/0.1 ml |
| КОЕ = колониеобразующая единица |
Другой количественной мерой качества молока является число соматических клеток, которое допускается в сыром молоке. Количество соматических клеток является критерием установления анормального молока. Сырое молоко, предназначенное для распространения в пределах ЕС, не должно содержать более чем 400 000 соматических клеток на мл, согласно директиве ЕС.
Технология производства питьевого пастеризованного молока
В зависимости от законодательных норм и постановлений, действующих в данном государстве и на конкретном молочном заводе, состав технологических линий для производства питьевого молока может быть модифицирован. Например, нормализация по жиру (в случае применения) может выполняться в виде предварительной нормализациив танке до пастеризации или нормализации в потоке (in-line), когда модуль стандартизации по жиру интегрирован в установку пастеризации.Гомогенизация может быть общей или частичной. Самым простым процессом является пастеризация цельного молока. В этом случае производственная линия состоит из пастеризатора, буферного танка и упаковочной машины. Процесс усложняется, если необходимо производить несколько видов питьевого молока (или сливок), т.е. цельное молоко, обезжиренное молоко и нормализованное молоко с различным содержанием жира, а также сливки с различным содержанием жира.
Исходные данные для установки, описание которой приведено ниже:
- Сырое молоко– массовая доля жира 3.8% – температура +4 °C
Нормализованное молоко – массовая доля жира 3.0% – температура +4 °C
Нормализованные сливки – массовая доля жира 40% – температура +5 °C
Производительность завода – 20 000 л в час – 7 часов в сутки
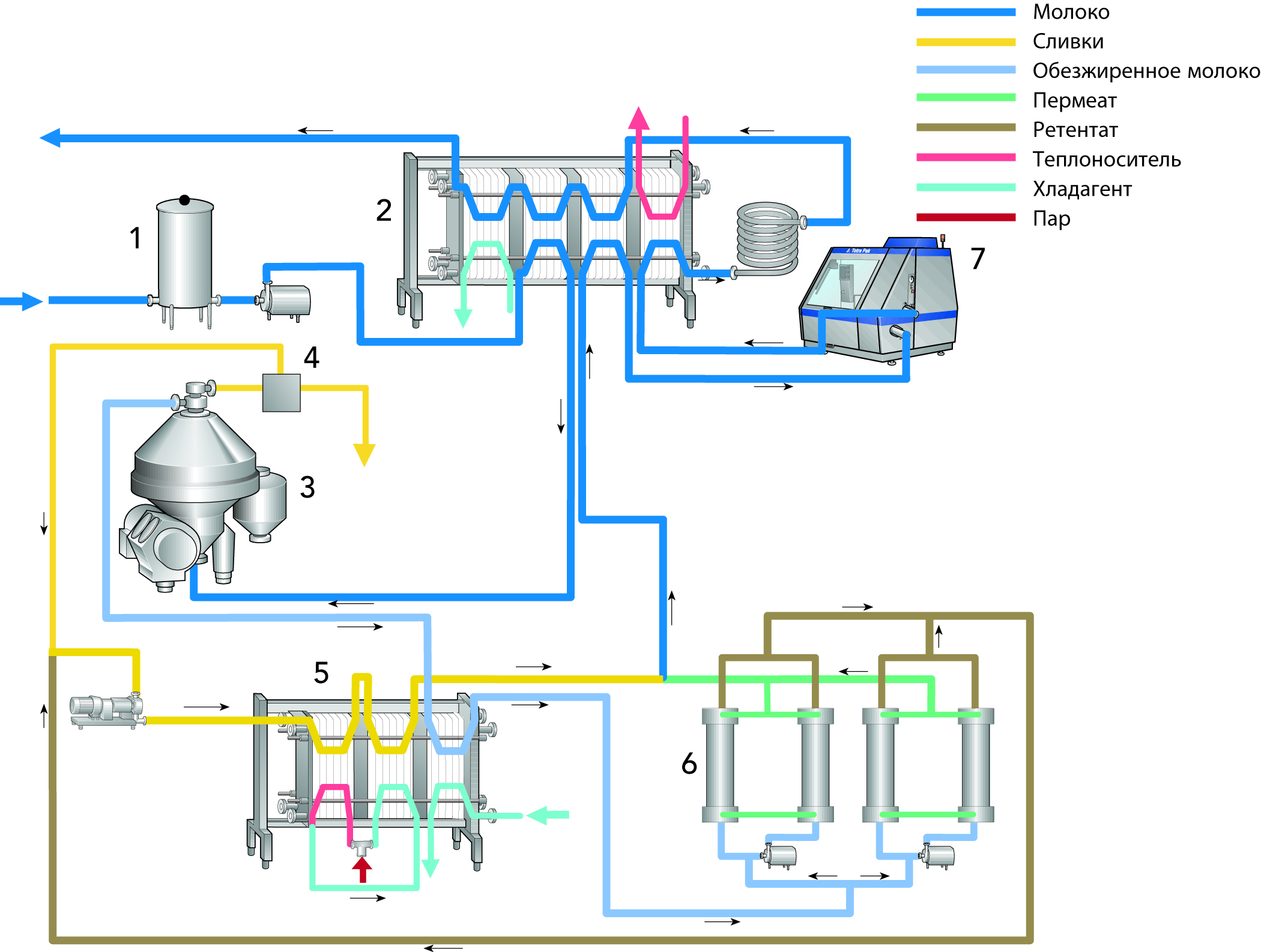
На рис. 8.1 показан типичный ход процесса на линии по производству питьевого молока. Молоко поступает на установку через уравнительный резервуар (1) и подается насосом в пластинчатый теплообменник (16), где предварительно нагревается перед поступлением в сепаратор (5), в котором разделяется на обезжиренное молоко и сливки.
Рис. 8.1 Линия производства питьевого молока, поступающего в продажу, с частичной гомогенизацией

Нормализация питьевого молока происходит в потоке по типу системы, уже описанной в главе 6.2. Содержание жира в сливках после сепаратора устанавливают на требуемом уровне, а затем поддерживают на этом уровне, независимо от средних изменений содержания жира и интенсивности потока поступающего молока. Содержание жира в сливках обычно устанавливают на уровне 35 или 40% для взбитых сливок, но его можно установить на другом уровне, например, для производства масла или других типов сливок. Установленное один раз, содержание жира в сливках удерживается постоянным посредством системы регулирования, состоящей из датчиков расхода (8) и плотности (7); регулирующих клапанов (9) и системы управления для системы нормализации. В этом примере используется частичная гомогенизация, т.е. обрабатываются только сливки. Причина выбора этой системы состоит в том, что она может функционировать с небольшим гомогенизатором (12) и, таким образом, потреблять меньше энергии, обеспечивая высокий эффект гомогенизации. Принцип работы системы, описанный также в главе 6.3, следующий: после прохождения через нормализующее устройство поток сливок разделяется на две части. Одна, с соответствующим почасовым объемным выходом для получения питьевого молока с требуемым содержанием жира, поступает в гомогенизатор, а другая, избыточная часть, направляется на установку для переработки сливок. Поскольку содержание жира в сливках, подлежащих гомогенизации, должно составлять не более 18%, обычные сливки, т. е. с массовой долей жира 40%, перед гомогенизацией должны быть "разбавлены" обезжиренным молоком. Производительность гомогенизатора тщательно рассчитывается и фиксируется на определенном уровне расхода. При использовании частичной гомогенизации гомогенизатор также присоединен к линии обезжиренного молока, так что в нем всегда имеется достаточное количество продукта для надлежащего функционирования. Таким образом, относительно низкий поток сливок компенсируется обезжиренным молоком до номинальной производительности. По ходу гомогенизации сливки с содержанием мол. жира 18%, в конечном итоге, смешиваются внутри производственной линии с дополнительным количеством обезжиренного молока для достижения массовой доли жира 3% перед пастеризацией. Молоко, теперь уже с нормализованным содержанием жира, подается насосом в секцию нагрева теплообменника, где оно пастеризуется. Необходимое время выдержки обеспечивается изолированной трубой выдержки продукта (14). Температура пастеризации постоянно регистрируется. Вспомогательный насос (13) повышает давление продукта до уровня, на котором пастеризованный продукт не может быть загрязнен необработанным молоком или хладагентом в случае образования течи в пластинчатом теплообменнике. Если температура процесса пастеризации падает, это регистрируется датчиком температуры. Сигнал приводит в действие возвратный клапан (15), и молоко перетекает обратно в балансный танк. См. также главу 7. После пастеризации молоко поступает в охладительную секцию теплообменника, где оно регенеративно охлаждается поступающим необработанным молоком, а затем в охладительную секцию, где оно доохлаждается ледяной водой. После чего холодное молоко подается насосом в буферные танки и затем в упаковочные машины.
Нормализация
Цель нормализации состоит в получении молока с определенной, гарантированной массовой долей жира. Уровень этих значений варьируется в зависимости от требований стандартов каждой конкретной страны. Традиционные значения составляют 1,5% для молока с низким содержанием жира и 3% для молока стандартной категории, но также встречается молоко с таким низким содержанием жира, как 0,1 и 0,5%. Содержание жира является важным экономическим фактором. Следовательно, нормализация молока и сливок должна выполняться с высокой точностью.
Возможные варианты системы непрерывной нормализации молока по содержанию жира рассматривались в главе 6.2.
Цель нормализации состоит в получении молока с определенной, гарантированной массовой долей жира.
Пастеризация - тепловая обработка
Вместе с правильным охлаждением пастеризация является одним из наиболее важных процессов обработки молока. При правильном выполнении эти процессы позволяют получить молоко с длительным сроком хранения.
Температура и время пастеризации являются очень важными факторами, которые должны быть строго оговорены в зависимости от требований к качеству молока, его срока хранения и т.д. Температура пастеризации для гомогенизированного молока, подвергнутого кратковременной высокотемпературной обработке обычно составляет 72–75°C для 15–20 сек.
Режимы процесса пастеризации для конкретной страны определяются местным законодательством. Общее требование состоит в том, что термообработка должна обеспечивать разрушение нежелательных и всех патогенных микроорганизмов без ущерба для качества продукта.
Гомогенизация
Гомогенизация также уже обсуждалась в главе 6.3. Цель гомогенизации состоит в измельчении или мелком распределении жировых шариков в молоке, чтобы избежать отслаивания сливок. Гомогенизация может быть полной или частичной. Частичная гомогенизация является более экономичным решением, поскольку можно использовать гомогенизатор меньшего размера.
ОПРЕДЕЛЕНИЕ ЭФФЕКТИВНОСТИ ГОМОГЕНИЗАЦИИ
Гомогенизация всегда должна быть достаточно эффективной для предупреждения образования сливок. Полученный результат можно проверить, определив эффективность гомогенизации. В отрасли обычно принимается индекс под названием «значение NIZO». Он измеряется согласно методу, описанному в Главе 6.3. Требуемое значение NIZO варьируется в зависимости от ожидаемого срока хранения молока, например, 70% для пастеризованного молока и 80% для молока с длительным сроком хранения.
Контроль качества пастеризованного молока
Высокая чувствительность молока к наличию микроорганизмов, посторонних химических веществ (медь, железо и т.д.), так же как и к воздействию света (особенно если оно гомогенизировано), обусловлена составом молока. Следовательно, наиболее важными являются обеспечение завода высококачественным моющим оборудованием (CIP), а также использование моющих, дезинфицирующих средств и воды высокого качества. После упаковки продукт необходимо защищать от воздействия как дневного света, так и искусственного освещения. Свет разрушительно влияет на многие питательные вещества, что может вызвать появление пороков вкуса. "Солнечный привкус" происходит из белка в молоке. Воздействие солнечного света на белки молока вызывает превращение аминокислоты метионин в метионал. Аскорбиновая кислота (витамин С) и рибофлавин (витамин В2) играют важную роль с присутствием кислорода в этом процессе. Метионал имеет характерный вкус; некоторые люди сравнивают его с картоном, другие с наждаком. Этот привкус не возникает в стерилизованном молоке, которое всегда гомогенизировано, вероятно, потому, что витамин С расщепляется при нагревании, и связи S – H сывороточных белков претерпевают химические изменения.
В таблице 8.2 показано влияние света на пастеризованное молоко в прозрачной стеклянной бутылке и в картонной упаковке. Первая потеря витамина происходит, когда молоко в прозрачной стеклянной бутылке подверглось воздействию света при освещенности 1500 люкс – среднее значение освещенности – в течение всего двух часов. В непрозрачной картонной упаковке потери минимальны.
В результате воздействия света на молоко в бутылке в течение 4 часов вкусовые характеристики заметно изменяются в отличие от молока в картонной упаковке.
Изменение вкусовых характеристик и содержания витаминов под действием света при освещенности 1500 люкс
| Картонная упаковка | Бутылка | |||||
|---|---|---|---|---|---|---|
| Вкус | Витамин C | Витамин B2 | Часы | Вкус | Витамин C | Витамин B2 |
| – 1 % | 2 | – 10 % | – 10 % | |||
| – 1,5 % | 3 | незначительно | – 15 % | – 15 % | ||
| – 2 % | 4 | очевидно | – 20 % | – 18 % | ||
| – 2,5 % | 5 | сильно | – 25 % | – 20 % | ||
| – 2,8 % | 6 | сильно | – 28 % | – 25 % | ||
| – 3 % | 8 | сильно | – 30 % | – 30 % | ||
| без изменений | – 3,8 % | без изменений | 12 | сильно | – 38 % | – 35 % |
Измерено Институтом исследований молока при Университете Густаса Либега в Гиссене, Германия, в 1988 г.
Срок хранения пастеризованного молока
Срок хранения является промежутком времени, в течение которого продукты питания:
- Остаются безопасными для употребления
- Сохраняют желаемые органолептические, химические, физические и микробиологические характеристики
- Соответствуют декларации, указанной на этикетке, при хранении и использовании в рекомендуемых условиях.
Другими словами, срок хранения является промежутком времени, в котором продукты питания стабильны и жизнеспособны для потребления.
Факторы, ограничивающие срок хранения
Существует, по крайней мере, четырефактора стабильности, влияющие на пределы срока хранения продукта питания:
- Микробиологическая стабильность - рост микроорганизмов
- Биохимическая стабильность - ферментативные или подобные изменения
- Химическая стабильность к химическим процессам - оксидирование, изменения цвета, ухудшение аромата и т.д.
- Физическая стабильность - разделение, осаждение, и т.д.
Срок хранения пастеризованного молока всегда зависит от качества сырого молока. Естественно, также очень важно, чтобы производственные условия были технически и гигиенически оптимизированы, а установка управлялась должным образом. При производстве из сырого молока достаточно высокого качества при хороших технических и гигиенических условиях обычное пастеризованное молоко должно иметь срок хранения 8–10 дней при температуре 5–7°С в закрытой упаковке. Срок хранения, однако, резко сократится, если в сыром молоке присутствуют такие микроорганизмы, как вид Pseudomonas, который образует системы термостойких ферментов (липазы и протеазы), и/или термостойкие бациллы, такие как Bacillus cereus и Bacillus subtilis. Повторное загрязнение молока, прошедшего пастеризацию, например, грамотрицательными бактериями, также уменьшает срок хранения, поэтому этого нужно избегать всеми доступными средствами.
Молоко с расширенным сроком хранения (esl)
Однозначного определения ESL нет, так как понятие включает в себя много факторов. На самом деле, это понятие означает возможность увеличить срок хранения продукта по отношению к его обычному сроку хранения путем сокращения основных источников повторного микробного обсеменения и сохранения качества продукта на всем пути к потребителю.
Существует три основных технологии для обработки по стандартам ESL. Выбор технологии зависит от типа продукта и желаемого результата.
- Пастеризация комбинируется с бактофугированием или двойным бактофугированием
- Пастеризация комбинируется с микрофильтрацией
- Высокотемпературная термообработка (ННТ)
Если существующий срок хранения составляет менее 7-10 дней, то более то более тщательный контроль
за условиями среды и операционными факторами улучшит результат. Продление срока хранения на 3 - 5 дней может быть достигнуто пастеризацией в комбинации с единичным или двойным бактофугированием. Процесс бактофугирования основывается на отделении микроорганизмов под действием центробежных сил. Несмотря на то, что эффект снижения количества спор бактерий при двойном бактофугировании составляет >99% (см. Главу 14, Сыр), это не считают достаточным, если намерение состоит в том, чтобы продлить срок хранения пастеризованного молока свыше 14 дней. Когда желаемый срок хранения составляет 2 - 4 недели, требуется микрофильтрация с фильтром на 1,4 мкм или ННТ. Эффект снижения количества вегетативных и споровых форм микроорганизмов до 99,99% может быть достигнут с помощью микрофильтрующих мембран с порами размером 1,4 мкм. Использование мембраны размером 0.8 мкм увеличивает эффект снижения до 99,9999%. На рис. 8.2 показана общая блок-схема обработки молока, включая микрофильтрацию.
Обработка молока, включая микрофильтрацию

Мембраны микрофильтрационной установки имеют очень маленький диаметр пор и улавливают не только микроорганизмы, но и жировые шарики, поэтому на модуль микрофильтрации должно подаваться обезжиренное молоко, соотвественно должен присутствовать сепаратор..
Производственная линия, кроме микрофильтрационной установки, также включает оборудование для высокотемпературной обработки сливок. Сливки термически обрабатываются при температуре не более 130 °C в течение пары секунд и повторно смешиваются с микроотфильтрованным обезжиренным молоком через модуль нормализации. После повторного смешивания с прошедшим микрофильтрацию обезжиренным молоком продукт гомогенизируется и проходит заключительную пастеризацию при температуре 72°С в течение 15–20 секунд, и охлаждается до температуры +4°С. В современных системах также возможна частичная гомогенизация. Для молока с расширенным сроком хранения (ESL) повторное смешивание ретентата МФ не рекомендуется, но распространено в производстве сыра, как показано на рисунке 8.2.
Для достижения срока хранения около 4 недель и низкого процента потенциальных дефектов доступным выбором является микрофильтрация с фильтром размера 0,8 мкм или ННТ. На некоторых рынках требования для продуктов длительного срока хранения и сохранения вкусовых качеств, типичных для пастеризованного белого молока, могут быть очень важными. В таких ситуациях микрофильтрация является предпочтительной технологией. В некоторых конкретных случаях может рассматриваться вариант применения оптимизированной ВТТ, например, с соотношением температуры и продолжительности выдержки 130°C в течение 1 секунды.
Все технологии обработки по стандарту ESL имеют две основных цели:
- Устранить все патогенные микроорганизмы
- Сократить количество микроорганизмов, вызывающих порчу (включая споры) до уровня, обеспечивающего требуемый срок хранения и приемлемую скорость дефектообразования
Хранение молока при низких температурах после заключительной тепловой обработки критически важна для качества молока по стандартам ESL, поэтому производственная линия после этапа пастеризации должна разрабатываться для поддержания продукта холодным в течение всего процесса.
Температура хранения и всей цепочки распределения (весь путь к потребителю) критически важна для срока хранения продукта. Если температуры хранения после обработки и в процессе цепочки распределения продукта на определенном рынке ожидаются выше уровня 8°C, применение технологий ESL не рекомендуется.
Производство сливок
Сливки для продажи потребителям производятся с различной жирностью. Сливки с более низким содержанием жира, 10–18%, часто называют ординарными или кофейными сливками; они все больше используются для приготовления десертов и в кулинарии. Сливки с высоким содержанием жира, обычно 35–40%, уже более жирные. Их можно взбить в густую пену, поэтому они называются "взбиваемыми сливками". Взбиваемые сливки используются взбитыми или невзбитыми в качестве десерта, в кулинарии и т. д.
Сливки для взбивания
Помимо хорошего вкуса и внешнего вида, сливки для взбивания должны также обладать способностью "хорошо взбиваться", т.е. они должны легко взбиваться с образованием нежной сливочной пены (взбитость). Пена должна быть крепкой и устойчивой и не должна быть чувствительной к синерезису. Хорошая взбиваемость зависит от того, достаточно ли высокое в сливках содержание жира. Взбивать сливки с содержанием жира 40% обычно легко, взбиваемость падает по мере снижения содержания жира до 30% и ниже. Однако можно получить хорошие сливки для взбивания с низким содержанием жира (приблизительно 25%), добавив вещества, которые улучшают взбиваемость, например, порошок с высоким содержанием лецитина, изготовленный из сладкой пахты. При производстве сливок следует избегать случайного попадания воздуха. Попадание воздуха приводит к образованию пены и дестабилизации. Если сливки подвергают чрезмерной механической обработке, особенно непосредственно после их выхода из секции охлаждения, будут повреждены мембраны жировых шариков, что приведет к коалесценции жира и образованию кластеров. Образование более жирного слоя сливок происходит, когда грубо обработанные сливки хранятся в упаковке. Слой сливок будет плотным и липким. Этот "эффект гомогенизации" сильно портит характеристики взбиваемости сливок. При взбивании сливок воздух вбивается в них намеренно. При этом образуется пена, полная небольших воздушных пузырьков. Жировые глобулы в сливках покрывают и защищают стенки
этих воздушных пузырьков. Механическая обработка разрушает мембраны большого числа шариков жира с освобождением некоторого количества жидкого жира. Этот жидкий жир склеивает жировые глобулы, образуя трехмерный каркас. Для получения крепкой пены жировые шарики должны содержать жидкие и кристаллизованные фракции жира в определенном соотношении. В жировых шариках теплых сливок содержится, в основном, жидкий жир, что делает взбивание невозможным. Сливки для взбивания должны, следовательно, выдерживаться при низкой температуре (4–6°С) в течение относительно длительного периода времени для достижения надлежащей кристаллизации жира в жировых шариках. Этот период хранения называется временем созревания. Сливки обычно выдерживают в танках с двойными стенками и со скребковой мешалкой. Во время кристаллизации жира выделяется тепло. Однако охлаждение и перемешивание можно начинать только приблизительно через два часа после наполнения танка. Причина состоит в том, что в течение этого периода кристаллизации жировые шарики легко разрушаются, высвобождая жидкий жир и приводя к образованию скоплений. При охлаждении перемешивание должно бытьосторожным. См. также рис. 8.3, где показан процесс кристаллизации сливок с содержанием жира 40%. Несколько более низкие конечные температуры могут быть использованы летом, когда молочный жир обычно мягче, чем зимой.
Процесс кристаллизации для 40-процентных сливок при 8 °C

Метод взбивания
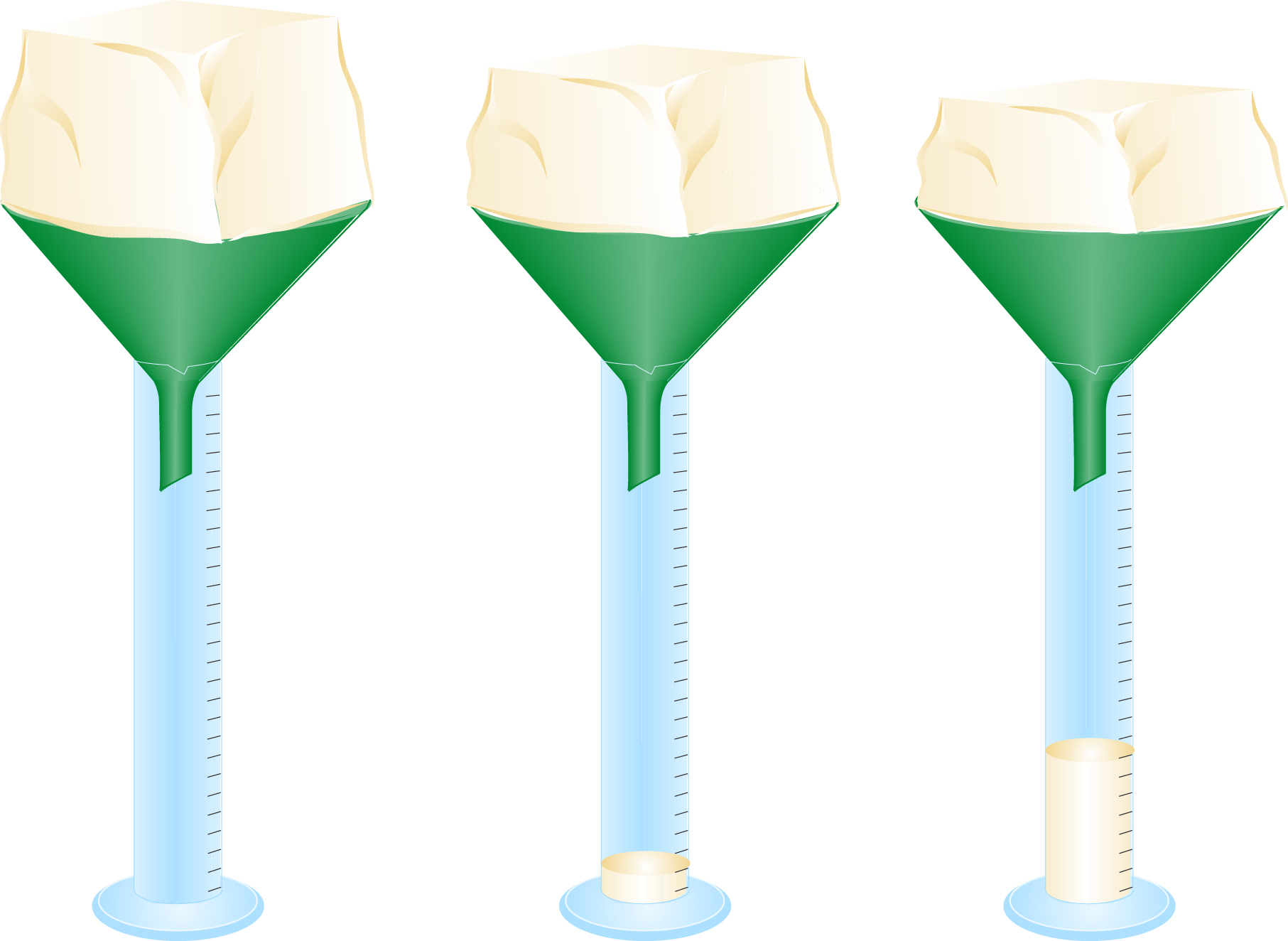
Наилучшее взбивание достигается, когда температура сливок ниже 6°С. Чаша и инструмент для взбивания должны быть пропорционально подобраны один к другому, так, чтобы взбивание выполнялось как можно быстрее. В противном случае, температура во время взбивания может заметно повыситься, что приведет к образованию пены ненадлежащего качества (в худшем случае может образоваться масло). Время взбивания и увеличение объема (взбитость) – это два критерия, которые следует определять для контроля способности к взбиванию. Для этого теста необходимы подходящая чаша (емкостью 1 литр) и инструмент (предпочтительно, электрическая сбивальная машина). Соответствующий объем сливок (допустим, 200 мл) охлаждают до температуры 6°С ±1°С, а затем выливают в чашу. Высоту сливок измеряют перед началом взбивания. Сбивальная машина останавливается, когда пена достигает приемлемой крепости (это означает, что она не начинает стекать, когда чашу переворачивают). Время взбивания измеряют по секундомеру, который запускают и останавливают одновременно со сбивальной машиной. Для определения степени взбитости измеряется высота взбитых сливок. Если, например, высота первоначально была 5 см и составляет 10,5 см после взбивания, степень взбитости составит (10,5 – 5) х 100 – 5 = 110%. Для 40%-ных сливок время взбивания должно составлять приблизительно 2 минуты, а взбитость от 100 до 130%. Качество пены определяют по вытеканию жидкости после 2-часовой выдержки при температуре 18–20°С и относительной влажности 75%. Непосредственно после взбивания и измерения взбитости все взбитые сливки помещают на плоскую металлическую сетку. Пену укладывают, как показано на рис. 8.4, сетку размещают над воронкой соответствующего размера, которая, в свою очередь, опускается в градуированный мерный стакан. Количество жидкости, которая скапливается в стакане, измеряют после двухчасовой выдержки при вышеупомянутой температуре и влажности.
0-1 мл - очень хорошо
1-4 мл - хорошо
> 4 мл - плохо
ЛИНИЯ ПО ПРОИЗВОДСТВУ ВЗБИТЫХ СЛИВОК
Тест на вытекание взбитых сливок после 2-часовой выдержки при температуре 18–20 °С и относительной влажности 75 %

Метод скания
The scania method
Этапы процесса производства взбитых сливок включают в себя нагрев цельного молока до температуры сепарирования (62–64°С), сепарирование, нормализацию сливок по содержанию жира до требуемого значения, пастеризацию и охлаждение сливок в теплообменнике перед тем, как они поступят в резервуар для созревания.
Обработка сливок с высокой массовой долей жира сопряжена с рядом проблем, которые необходимо внимательно изучить при проектировании производственной линии. Самая серьезная проблема состоит в том, чтобы избежать поперечных перемещений и турбулентности во время кристаллизации жира. Жир в шариках переходит в жидкое состояние при более высоких температурах, и жировые шарики становятся менее чувствительны к обработке при температурах выше 40°С.
Жир начинает кристаллизоваться, как только в производственной линии начинается охлаждение. Это довольно медленный процесс; некоторая кристаллизация еще продолжается даже по прошествии четырех или пяти часов. Кристаллизованный жир имеет более низкий удельный объем, чем жидкий жир, так что во время кристаллизации в шариках жира возникают силы натяжения. Это делает шарики жира очень чувствительными к грубой обработке при температуре 10–40°С.
На рис. 8.3 показан процесс кристаллизации 40%-ных сливок, охлажденных до 8°С. Сливки нельзя перемешивать, пока резервуар заполняется. Перемешивание и охлаждение начинают примерно через два часа после заполнения резервуара.
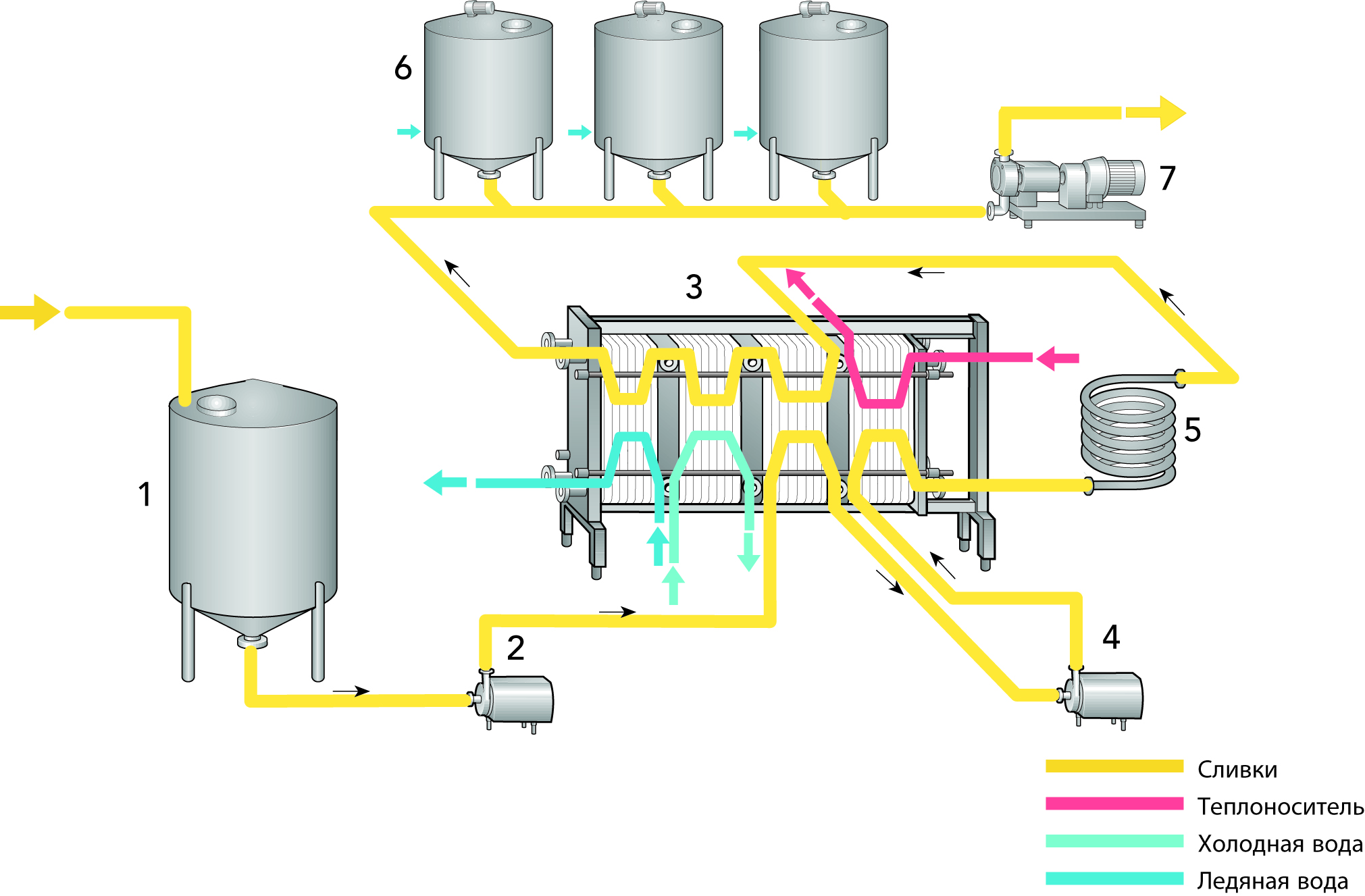
Линия по производству взбитых сливок по методу Скания

При кристаллизации выделяется тепло, что приводит к повышению температуры на 2–3°С. Заключительное охлаждение в танке крайне существенно. Сливки обычно охлаждают до 6°С и даже более низких температур. Жировые шарики, по всей вероятности, менее чувствительны к грубой обработке при этих температурах, но они все же более чувствительны, чем при температурах выше 40°С. Самой большой проблемой при производстве взбитых сливок является образование кластеров, что снижает стабильность эмульсии сливок. Скопления возникают, когда шарики жира с частично кристаллизованным жиром и слабыми мембранами подвергаются грубой механической обработке. Сниженная стабильность эмульсии сливок приводит к возникновению пороков, ухудшающих качество взбитых сливок, – например, к образованию в контейнерах пробок из сливок, снижению взбиваемости, липолизу. На рис. 8.5 показан процесс, при котором большое внимание уделено устранению грубой обработки взбитых сливок. Этот метод, разработанный в сотрудничестве с некоторыми шведскими молочными кооперативами, называют методом Скания.
Нормализованные сливки могут поступать из специальной линии по производству сливок или же могут быть дополнительным продуктом, получаемым на линии по производству питьевого молока, показанной на рис. 8.1. В любом случае температура сепарирования должна быть 62–64°С для получения как можно более высокого качества сливок (т.е. с самым низким содержанием свобоного жира). Нормализованные сливки подают сверху в резервуар для выдержки (1) при температуре сепарирования. Оптимальное время выдержки в танке перед началом пастеризации составляет 15–30 минут. Скорость потока в пастеризационной установке должна быть близка к средней скорости подачи в резервуар для выдержки. Это позволяет собирать порции избыточных сливок в танке для созревания за время, обеспечивающее минимальное механическое перемешивание сливок. Накопительный резервуар для выдержки не имеет мешалки, и в нем естественным образом устраняется приблизительно 50% содержащегося в сливках воздуха. В то же время удаляются посторонние летучие вещества, уменьшается возможность пригорания продукта на стенах теплообменника. Выдерживание сливок при температуре приблизительно 63°С в танке позволяет инактивировать многие ферменты и предотвратить таким образом гидролиз свободного жира. Максимальное время выдержки, включая заполнение и опорожнение, должно составлять приблизительно четыре часа. При более длительном производственном цикле следует установить два резервуара для выдержки и использовать их попеременно, с промежуточной мойкой одного танка во время использования другого. Из накопительного резервуара для выдержки сливки подаются в регенеративную нагревательную секцию теплообменника (3). Затем вспомогательный насос (4) подает сливки в секцию нагревания и трубу для выдержки (5). Так как подача происходит при высокой температуре (выше 60°С), при которой сливки менее чувствительны к механической обработке, в качестве обоих насосов – и насоса для подачи продукта (2), и вспомогательного насоса (4) – могут использоваться центробежные насосы. В течение 10 секунд после пастеризации, обычно при температуре выше 80–95°С, сливки закачивают в охладительные секции теплообменника, где они моментально охлаждаются до 8°С в секции глубокого охлаждения перед поступлением в резервуары созревания (6). Охлаждение в теплообменнике до средней температуры 8°С является оптимальным для сливок с массовой долей жира 35–40%. При более высоком содержании жира следует использовать более высокие температуры охлаждения, чтобы предотвратить закупоривание сливками секции охлаждения, обусловленное быстрым возрастанием вязкости. Это приводит к резкому падению давления в охладительной секции, что, в свою очередь, приводит к повреждению шариков жира, возможно, даже к вытеканию молочного жира из секции. В этом случае процесс должен быть остановлен, система опорожнена, промыта и запущена повторно. Из-за нестабильности структуры шариков жира сразу после охлаждения следует избегать поперечных перемещений и турбулентности во время транспортировки от охладительной секции теплообменника в технологический танк для заключительного охлаждения и кристаллизации жира (необходимо использовать предварительно подобранные насос и трубопровод). Давление при этой транспортировке, следовательно, обеспечивается вспомогательным насосом. После созревания сливки перекачивают к упаковочным машинам. Здесь температура низкая, и большая часть молочного жира кристаллизована, это означает, что сливки теперь менее чувствительны к механической обработке. При низком перепаде давлений, до 1,2 бар, можно использовать центробежный насос с регулируемой частотой – при условии, что в систему также встроен датчик давления. Лопастные роторные насосы, работающие при 250–300 оборотах в минуту, рекомендуется использовать при перепаде давлений от 1,2–2,5 до 3 бар.
Ординарные или сливки для кофе
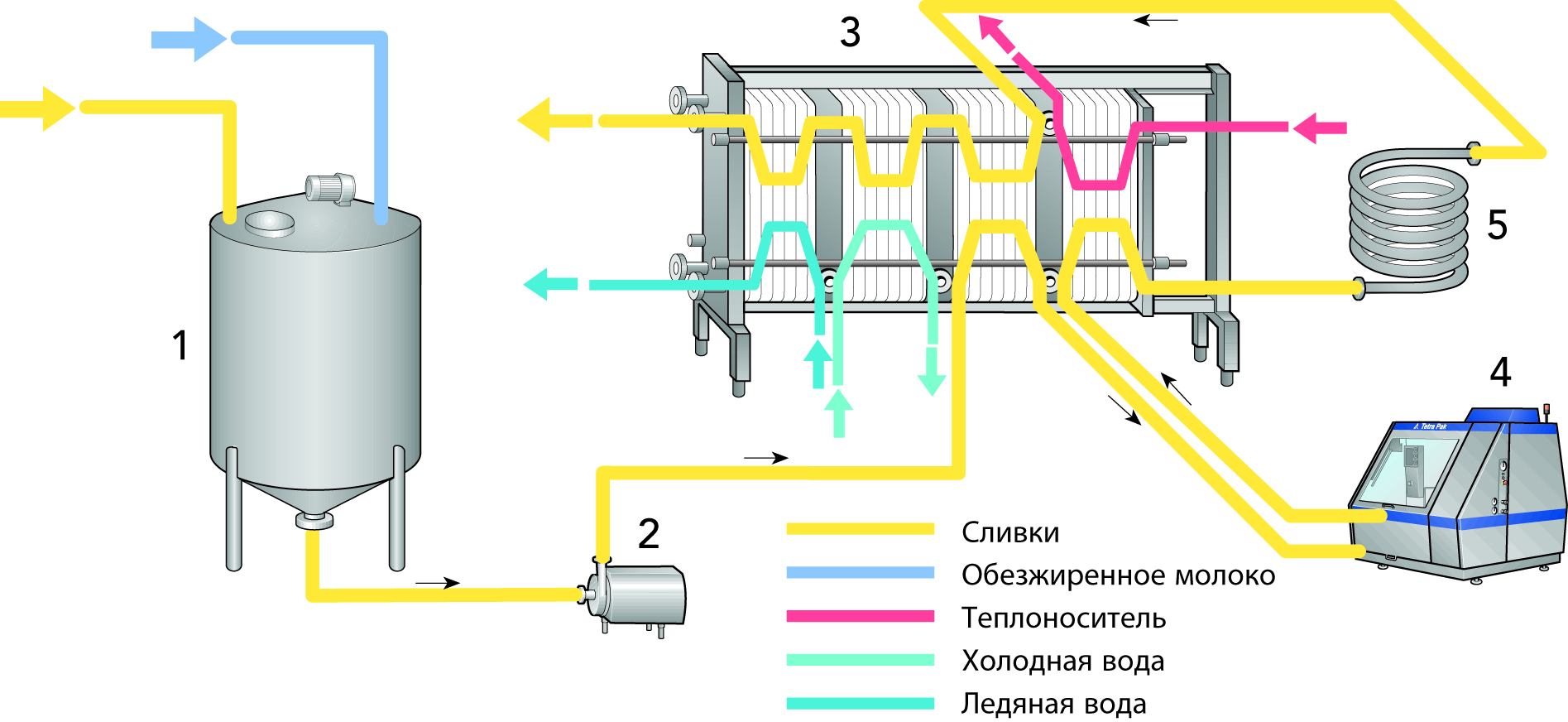
Сливки, содержащие 10 - 18% жира, известны как ординарные или сливки для кофе. На рис. 8.6 показана линия обработки ординарных сливок. Необработанное молоко из танков для хранения регенеративно нагревается в теплообменнике до температуры сепарации 62–64°С. Затем молоко перетекает в сепаратор для сепарации обезжиренного молока и сливок с требуемым содержанием жира – обычно 35–40%.
Тест на вязкость; повышенное давление гомогенизации при 57°С
| Вязкость сливок МПа | Вязкость сливок секунды |
|---|---|
| 10 | 18 |
| 15 | 28 |
| 20 | 45 |
Обработка сливок та же, что и описанная для взбитых сливок, за исключением того, что ординарные сливки смешивают с обезжиренным молоком для получения требуемого содержания жира. Сливки гомогенизируют. Перемешивание сливок и обезжиренного молока в потоке выполняется с помощью дозировочного насоса, который подает обезжиренное молоко в трубопровод для сливок. Затем сливки подогреваются до температуры гомогенизации. После гомогенизации сливки возвращаются в теплообменник, где они пастеризуются при температуре 85–90°С в течение 15–20 секунд перед охлаждением приблизительно до 5°С и упаковываются.
При производстве сливок следует соблюдать два основных требования:
- Сливки должны быть вязкими, чтобы иметь более аппетитный вид,
- Сливки должны иметь хорошую устойчивость в кофе. Они не должны выпадать хлопьями при добавлении в кофе.
Сливки с низким содержанием жира имеют относительно низкую вязкость, что на некоторых рынках допустимо. На других рынках может цениться более высокая вязкость. Для получения желаемой вязкости сливок для кофе, необходимо выбрать правильную температуру и давление для гомогенизации.
Линия по производству ординарных или сливок для кофе

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Вязкость сливок возрастает с увеличением давления гомогенизации и снижается с ростом температуры. Вязкость сливок по таблице 8.3 можно получить, сохраняя температуру гомогенизации постоянной на уровне приблизительно 57°С и гомогенизируя сливки при трех различных давлениях: 10, 15 и 20 МПа (100, 150 и 200 бар).
Вязкость измеряется с помощью вискозиметра SMR, описанного в главе 11 “Кисломолочные продукты”. Чем продолжительнее время (в секундах) протекания сливок через вискозиметр, тем выше вязкость. Сливки, которые гомогенизировались при 20 МПа, имеют самую высокую вязкость.
В таблице 8.4 приведена вязкость в случае, если температура гомогенизации меняется при постоянном давлении гомогенизации 15 МПа.
Тест на вязкость; влияние температуры гомогенизации при давлении 15 МПа
| Температура гомогенизации °C | Вязкость секунды |
|---|---|
| 35 | 49 |
| 50 | 35 |
| 65 | 10 |
Вязкость сливок уменьшается при возрастании температуры гомогенизации. Однако молочный жир должен находиться полностью в жидком состоянии для достижения эффекта гомогенизации. Это означает, что температура гомогенизации должна быть не ниже 35°С.
На устойчивость сливок в кофе можно в значительной мере повлиять с помощью условий гомогенизации – температуры, давления и положения гомогенизатора (вверх по потоку или вниз по потоку от теплообменника).
Устойчивость сливок в кофе можно до некоторой степени улучшить, добавив бикарбонат натрия (макс. 0,02%), если это разрешено законом. Устойчивость в кофе является своего рода термостойкостью и представляет собой сложный вопрос, связанный со многими факторами:
- Температура кофе; чем горячее кофе, тем легче сливки коагулируют.
- Сорт кофе и способ его приготовления; чем больше в кофе кислоты, тем легче сливки коагулируют.
- Жесткость воды, используемой для кофе; сливки будут выпадать хлопьями быстрее в жесткой воде, чем в мягкой, так как соли кальция уменьшают стабильность белков, и они коагулируют.
Упаковка
Принципиальными и фундаментальными задачами упаковки являются:
- Обеспечение возможности эффективной дистрибуции продукта
- Обеспечение гигиены продукта
- Сохранение питательных веществ и вкусовых качеств
- Уменьшение порчи и снижение отходов продукта
- Повышение доступности продукта
- Передача информации о продукте
Стеклянные бутылки для молока были внедрены в начале 20-го века. Стекло как материал для упаковки имеет некоторые недостатки. Оно тяжелое и хрупкое, и перед повторным использованием его необходимо вымыть, что создает некоторые проблемы для молочных заводов. С 1960 года на рынке молочных продуктов появились другие виды упаковок, главным образом, картонные коробки, а также пластиковые бутылки и пластиковые пакеты.
Упаковка должна защитить продукт и сохранить его вкусовую ценность и витамины на пути к потребителю. Жидкие продукты часто являются скоропортящимися, так что чистая упаковка, не вызывающая порчи, является абсолютно необходимой. Упаковка должна также защищать продукт от механического воздействия, света и кислорода. Молоко является чувствительным продуктом; воздействие дневного света или искусственного освещения разрушает некоторые важные витамины и пагубно воздействует на вкус молока (“солнечный привкус”, см. таблицу 8.2).
Другие продукты, такие как ароматизированное молоко, содержат ароматизатор или витамины, чувствительные к воздействию кислорода. Следовательно, упаковка должна исключить воздействие кислорода.
Картонная упаковка для молока обычно состоит из картона и пластика (полиэтилена). Картон получают из древесины, причем он является возобновляемым ресурсом. Картон придает упаковке жесткость, а также делает ее устойчивой к механическому воздействию. До некоторой степени картон также служит световым барьером.
Тонкий слой пищевого полиэтилена на любой из сторон картона делает картон непромокаемым. С внешней стороны пластик также защищает картон от конденсации, когда охлажденные продукты вынимают после хранения.
Благодаря своей чистоте этот полиэтилен создает минимальный ущерб внешней среде при сжигании или утилизации на мусорных свалках.
Для продуктов с длительным сроком хранения без охлаждения и очень чувствительных продуктов между слоями полиэтиленовой пленки расположен тонкий слой алюминиевой фольги. Это обеспечивает полную защиту продукта от света и атмосферного кислорода.
Все упаковки рано или поздно становятся отходами. Растущий объем бытового мусора - это экологическая проблема нашего общества. Пути решения этой проблемы можно сформулировать в виде пяти основных направлений:
Функции упаковки:
• Обеспечение возможности эффективной дистрибуции продукта
• Обеспечение гигиены продукта
• Сохранение питательных веществ и вкусовых качеств
• Уменьшение порчи и снижение отходов продукта
• Повышение доступности продукта
• Передача информации о продукте
Сокращение
Сокращение объемов используемого сырья и выбор материалов, которые не являются вредными для окружающей среды, помогают сохранить природные ресурсы.
Переработка
Упаковку можно собирать после использования и использовать повторно. Однако следует помнить, что даже при повторном заполнении упаковка в конце концов превращается в отходы.
Восстановление материалов
Упаковку можно собирать и использовать материалы для производства новых изделий, но важно, чтобы новые изделия соответствовали реальным потребностям.
Восстановление энергии
Материал упаковки заключает в себе энергию, которая высвобождается при сжигании упаковки. Потенциальный выход зависит от типа упаковочного материала.
Мусорные свалки
Отходы можно складывать на мусорной свалке, и участок можно, в конечном итоге, проектировать для рекреации или других целей.
Картонная упаковка имеет очень малую массу, и ее основной компонент может быть использован повторно. По сравнению с большинством других упаковок количество возникающих отходов мало.
Упаковка Tetra Brik вместимостью 1 литр весит 27 г и создает отходы аналогичной массы.
Картонные упаковки широко применимы для восстановления энергии. Древесина и нефть (сырье для пластика) являются обычными источниками энергии, и можно сказать, что мы просто заимствуем это сырье для упаковки перед использованием его в качестве топлива. Сжигание двух тонн упаковочного материала дает столько же энергии, сколько дает одна тонна нефти.
Отходы в виде мусорной свалки – менее эффективная форма утилизации отходов. Однако, если упаковки Tetra Pak утилизировать таким образом, в них нет токсичных веществ, которые могли бы загрязнить грунтовые воды.