ФЕРМЕНТИРОВАННЫЕ МОЛОЧНЫЕ ПРОДУКТЫ

Молочные продукты, приготовленные путем кисломолочного брожения (например, йогурт) или сочетания этого брожения с дрожжевым брожением (например, кефир), называются ферментированными или кисломолочными продуктами. В этой главе используется понятие «ферментированные продукты».
Ферментированное молоко – это собирательное название продуктов типа йогурта, имера, кефира, сквашенной пахты, филмьолка (скандинавской простокваши), сметаны и кумыса (продукта на основе кобыльего молока). Общее название – ферментированное молоко – возникло благодаря тому факту, что молоко заквашивается культурой закваски, которая преобразует часть лактозы в молочную кислоту. В зависимости от используемого типа молочнокислых бактерий в процессе брожения образуются диоксид углерода, уксусная кислота, диацетил, уксусный альдегид и некоторые другие вещества, именно они придают продуктам характеризующие их свежий вкус и аромат. Микроорганизмы, используемые при производстве кефира и кумыса, также выделяют этиловый спирт.
Родина ферментированного молока – Ближний Восток, а популярность в Восточной и Центральной Европе пришла к нему позднее. Скорее всего впервые ферментированное молоко было случайно получено кочевниками. Это молоко скисло и коагулировало под влиянием некоторых микроорганизмов. К счастью, бактерии оказались безвредного, кислотообразующего типа и не вырабатывали токсинов.
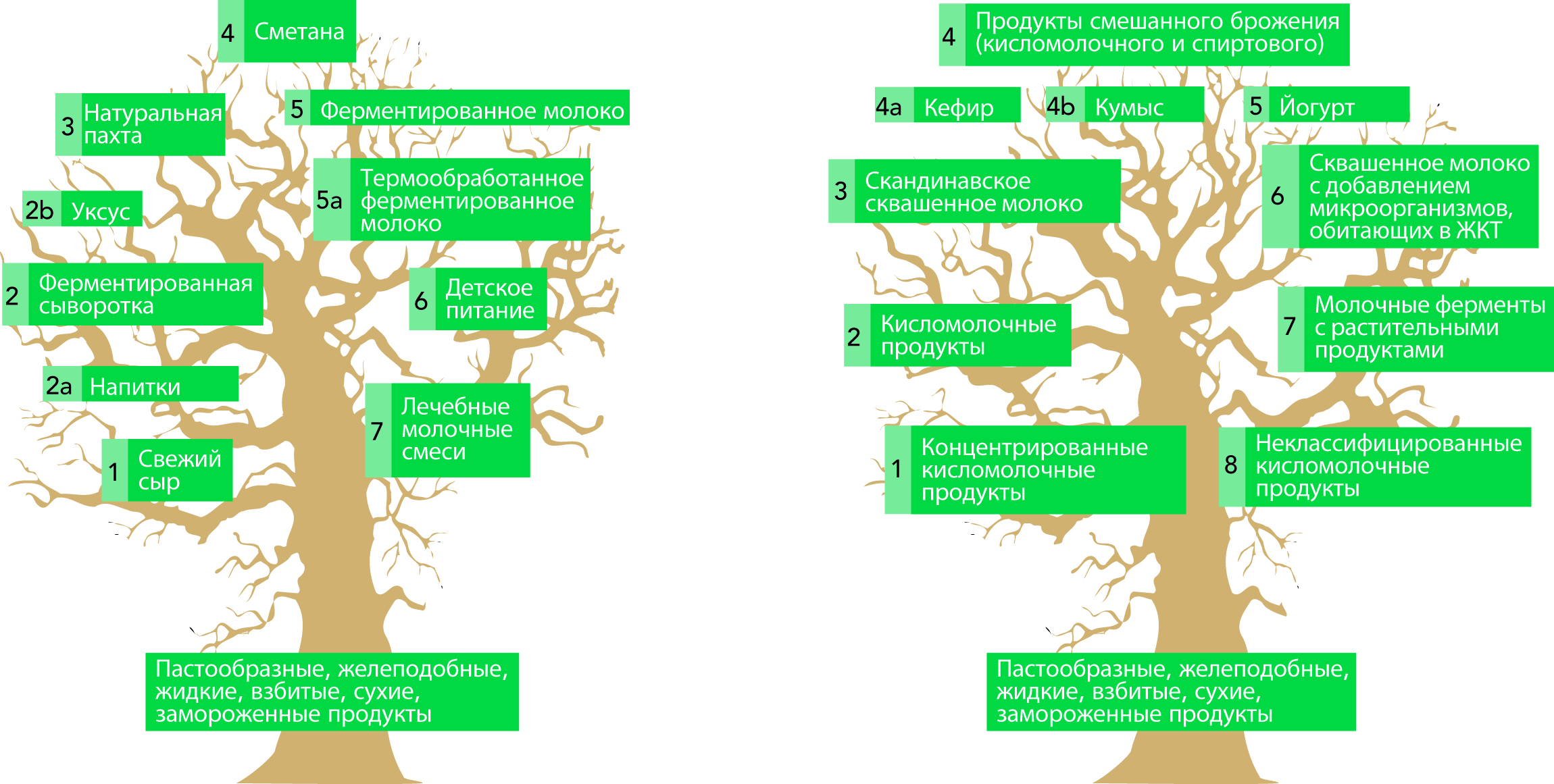
Рис. 11.1
Многообразие ферментированного молока подобно ветвям генеалогического древа
Легенда
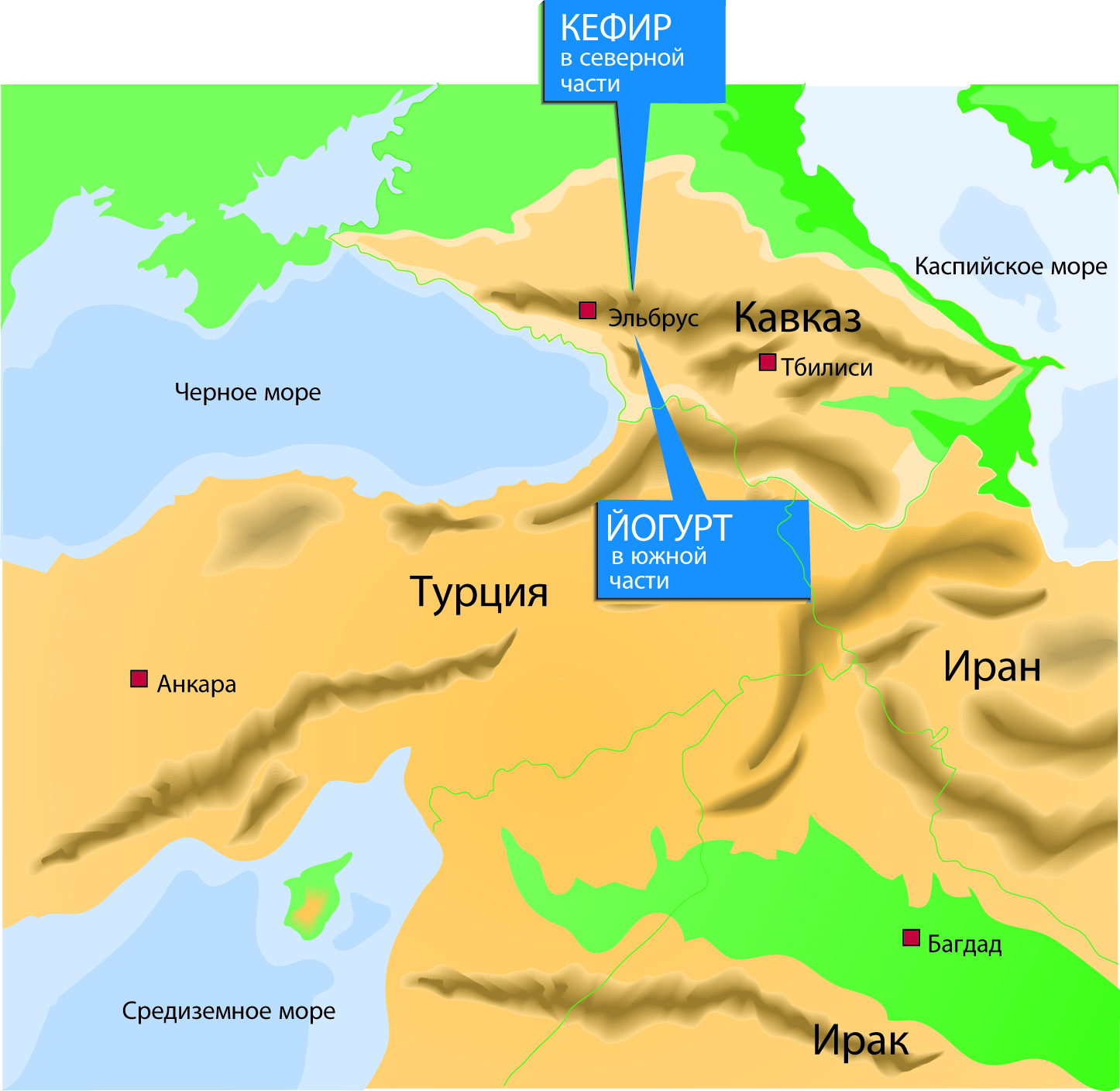
Рис. 11.2
Гора Эльбрус на Кавказе является родиной кефира и йогурта
Легенда гласит, что йогурт и кефир родились на склонах горы Эльбрус на Кавказе как чудо природы. Микроорганизмы различных типов случайно оказались в кувшине с молоком в одно и то же время при нужной температуре, и выяснилось, что они могут существовать в симбиозе.
На южном склоне горы Эльбрус микроорганизмы, предпочитающие относительно высокие температуры – 40–45 °С, оказались вместе в бурдюке с молоком, который принадлежал, вероятно, тюркскому кочевнику, и в результате получилось то, что тюрки и назвали «йогурутом». Некоторые источники утверждают, что это название появилось в VIII веке, а в XI веке оно приобрело современный вид – йогурт.
Далее утверждают, что йогурт предотвращает старение человеческого организма, и (насколько эта история может быть правдивой) если вам случится встретить горца в какой-нибудь кавказской долине, гарцующего на неоседланной лошади, то не исключено, что ему 130–140 лет!
Кефир, продолжает легенда, был создан на северном склоне из смеси микроорганизмов, которые не столь теплолюбивы. Они наилучшим образом развиваются при температуре 25–28 °С. Название «кефир» может происходить из тюркского языка. Первый слог названия «кеф» – тюркский и означает «доставляющий удовольствие», что, возможно, явилось первым описанием вкуса кефира.
Кефир содержит несколько различных типов микроорганизмов, среди которых дрожжи являются одними из самых важных, так как могут вырабатывать спирт. Максимальное содержание спирта в кефире составляет приблизительно 0,8 %.
Общие требования к производству ферментированного молока.
Сбраживание лактозы в молочную кислоту оказывает консервирующее действие на молоко. Низкое значение рН сквашенного молока замедляет рост гнилостных и других вредных микроорганизмов, продлевая, таким образом, срок годности продукта. С другой стороны, сквашенное молоко является весьма благоприятной средой для развития дрожжей и плесени, которые вызывают появление посторонних запахов, раздувают упаковки и т. д., если попадут в продукт.
В пищеварительной системе некоторых людей отсутствует фермент лактаза. В результате в процессе пищеварения лактоза не расщепляется на простые типы сахаров. Эти люди могут употреблять обычное молоко только в очень малых количествах. Однако они могут потреблять ферментированное молоко, в котором лактоза уже частично расщеплена ферментами бактерий.
При производстве ферментированного молока для культуры закваски должны быть созданы наилучшие возможные условия роста. Это достигается термообработкой молока с целью разрушения любых конкурирующих микроорганизмов. Кроме того, молоко должно выдерживаться при температуре, оптимальной для соответствующей культуры закваски. Как только продукт получает наилучший возможный вкус и аромат, его надо быстро охладить для остановки процесса ферментации. Если ферментация затянется или будет слишком кратковременной, вкус может пострадать и консистенция окажется неправильной.
Помимо вкуса и аромата важными свойствами являются надлежащий внешний вид и консистенция. Они определяются выбором параметров предварительной обработки. Надлежащая тепловая обработка и гомогенизация молока иногда в сочетании с методами повышения содержания СОМО (сухой обезжиренный молочный остаток), как в случае молока, предназначенного для производства йогурта, являются основными факторами, влияющими на структуру сгустка в течение периода инкубации.
Ниже описаны некоторые наиболее важные продукты из ферментированного молока. Способы производства других кисломолочных продуктов имеют большое сходство; например, режимы предварительной обработки молока почти одни и те же. Поэтому описание процессов для других продуктов концентрируется, главным образом, на стадиях производства, которые отличаются от стадий производства йогурта.
Йогурт
Йогурт является самым известным из всех ферментированных молочных продуктов и самым популярным во всем мире.
Его консистенция, вкус и аромат зависят от региона. В некоторых областях йогурт производят в виде высоковязкой жидкости, в то время как в других странах его готовят в виде мягкого желе. Йогурт также выпускается в замороженном виде, как десерт и как напиток. Вкус и аромат йогурта отличаются от других сквашенных продуктов, а летучие ароматические вещества включают в себя небольшое количество уксусной кислоты и уксусного альдегида.
Обычно йогурт классифицируется следующим образом:
- термостатный йогурт – созревает и охлаждается в упаковке, рис. 11.3;
- йогурт с нарушенным сгустком – выдерживается в танках и охлаждается перед фасовкой, рис. 11.4;
- питьевой йогурт аналогичен йогурту с нарушенным сгустком, но здесь сгусток перед упаковкой «разбивают» до жидкого состояния, рис. 11.5;
- замороженный йогурт – сквашивают в танках и замораживают, как мороженое, рис. 11.6;
- концентрированный йогурт – сквашивают в танках, концентрируют и охлаждают перед упаковкой. Этот тип иногда называют греческим или фильтрованным йогуртом, иногда йогуртом лабне или лабане, рис. 11.7.
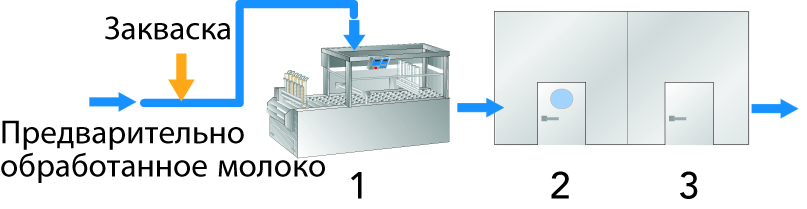
Рис. 11.3.
Термостатный йогурт
- Наполнитель стаканчиков
- Камера ферментации
- Камера быстрого охлаждения

Рис. 11.4.
Йогурт с нарушенным сгустком
- Танк ферментации
- Охладитель
- Наполнитель стаканчиков
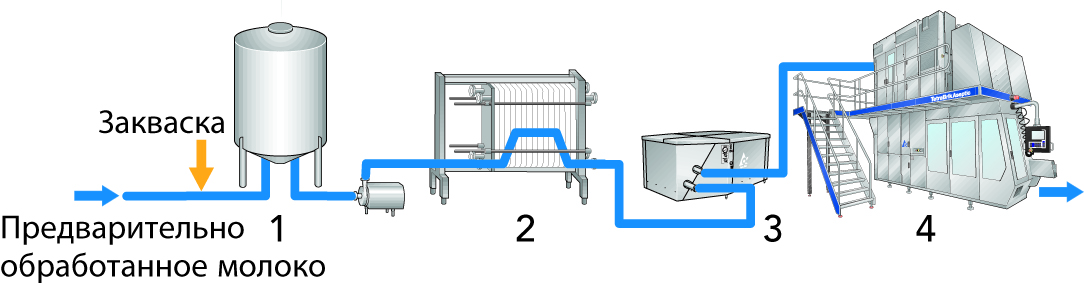
Рис. 11.5.
Питьевой йогурт
- Танк ферментации
- Охладитель
- Гомогенизатор
- Фасовочная машина
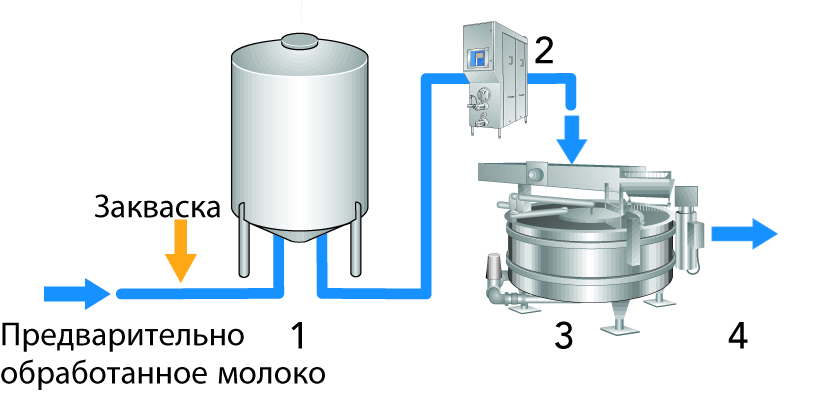
Рис. 11.6.
Замороженный йогурт
- Танк ферментации
- Морозильный аппарат непрерывного действия
- Морозильный аппарат для брикетов мороженного
- В туннельную закалочную

Рис. 11.7.
Концентрированный йогурт
- Танк ферментации
- Сепаратор или мембранный фильтр
- Наполнитель стаканчиков
Фруктовые и ароматизированные йогурты
Йогурт с различными фруктами, вкусовыми и ароматическими добавками очень популярен, хотя на некоторых рынках четко вырисовывается тенденция возврата к натуральному йогурту. Обычными добавками являются фрукты и ягоды в сиропе, переработанные или в виде пюре. Доля фруктов, как правило, составляет около 15 %, из которых приблизительно 50 % сахара.
Фрукты смешивают с йогуртом перед или в процессе упаковки, их можно также положить на дно упаковки перед заполнением йогуртом. Их можно также отдельно упаковать во «второй» стаканчик, соединенный с основным.
Иногда в йогурт также для вкуса добавляют ванильную, медовую, кофейную эссенции и т. д. Краситель и сахар в виде сахарозы, глюкозы или аспартама (диетический подсластитель – вещество без сахара) часто добавляют одновременно с вкусовой добавкой.
При необходимости для изменения консистенции также можно добавлять стабилизаторы.
Добавки повышают содержание сухих веществ в готовом йогурте; типичный состав фруктового йогурта следующий:
- Жир 0.5– 3.0%
- Лактоза 3.0 – 4.5%
- Сухой обезжиренный молочный остаток (СОМО) 11.0 – 13.0%
- Стабилизатор (если использовался) 0.3 – 0.5%
- Фрукты 12.0 – 18.0%
Молоко, используемое в производстве Йогурта должно:
• Иметь низкое содержание бактерий
• Не содержать ферментов и химических соединений, которые могут замедлить развитие йогуртовой закваски
• Не содержать антибиотиков и бактериофагов
Факторы, влияющие на качество йогурта
Многочисленные факторы, влияющие на качество йогурта, должны тщательно контролироваться во время производственного процесса с целью получения высококачественного йогурта с устойчивым вкусом, ароматом, вязкостью, консистенцией, внешним видом, без отделения сыворотки и с длительным сроком хранения:
- Выбор молока
- Нормализация молока
- Добавки к молоку
- Деаэрация
- Гомогенизация
- Тепловая обработка
- Выбор закваски
- Конструкция технологической линии
Предварительная обработка молока, таким образом, включает в себя большое число мероприятий, каждое из которых очень важно для качества конечного продукта. Механическая обработка, которой подвергается йогурт во время производства, также влияет на его качество.
Выбор молока
Для получения высококачественного йогурта молоко, предназначенное для производства йогуртов, должно быть высочайшего бактериального качества. В нем должно быть низкое содержание бактерий и веществ, которые могут затруднять развитие культуры йогурта. Молоко не должно содержать антибиотики, бактериофаги, остатки моющих растворов или стерилизующих реагентов. Поэтому молочный завод должен получать молоко для производства йогуртов от отобранных, проверенных производителей. Молоко следует подвергнуть тщательному анализу на молочном заводе.
НОРМАЛИЗАЦИЯ МОЛОКА
Содержание жира и сухого остатка в молоке обычно нормализуют в соответствии с кодом и принципами ФАО/ВОЗ, описанными ниже.
Жир
Содержание жира в йогурте может составлять от 0 до 10 %. Однако чаще всего содержание жира составляет 0,5–3,5 %. Йогурты можно классифицировать по следующим группам в соответствии с нормами и принципами ФАО/ВОЗ:
• йогурт мин. жирность молока 3 %;
• частично обезжиренный йогурт макс. жирность молока < 3 %;
мин. жирность молока > 0,5 %;
• обезжиренный йогурт макс. жирность молока 0,5 %.
Содержание сухого вещества (СВ)
В соответствии с нормами и принципами ФА0/В03 минимальное СОМО в молоке равно 8,2 %. Увеличение общего содержания СВ особенно в отношении казеина и сывороточных белков приведет к формированию более плотного сгустка, и тенденция к отделению сыворотки будет, таким образом, снижена.
Наиболее распространенные способы нормализации содержания СВ следующие:
- Выпаривание (обычно испаряется 10-20% объема молока)
- Добавление обезжиренного молока, обычно до 3%
- Добавление концентрированного молока
- Добавление УФ или ОО ретентата из обезжиренного молока
ДОБАВКИ В МОЛОКО
Сахар или подсластители и стабилизаторы используются в производстве йогуртов в качестве добавок.
САХАР ИЛИ ПОДСЛАСТИТЕЛИ
Можно добавить дисахарид сахарозу или моносахарид типа глюкозы по отдельности или в сочетании с фруктовой добавкой. Для тех, кто соблюдает диеты, в том числе многочисленных диабетиков, следует использовать подсластители. Подсластители не имеют пищевой ценности, но на вкус очень сладкие, даже в незначительных количествах. Используемые фрукты, как правило, содержат приблизительно 50 % сахара или соответствующее количество подсластителя, так что требуемый уровень сладости обычно можно получить при добавлении от 12 до 18 % фруктов.
Следует отметить, что добавление слишком большого количества сахара (более 8 %) в молоко перед периодом заквашивания пагубно отражается на условиях сквашивания, поскольку меняется осмотическое давление молока.
СТАБИЛИЗАТОРЫ
Гидрофильные коллоиды могут связывать воду. Они повышают вязкость и предотвращают отделение сыворотки в йогурте. Тип стабилизатора и количество, в котором его следует добавлять, должен экспериментально определять каждый производитель. Если использовать неподходящий стабилизатор или излишнее количество стабилизатора, продукт может приобрести резинистую плотную консистенцию.
Правильно произведенный натуральный йогурт не требует добавок стабилизаторов, так как плотный нежный гель с высокой вязкостью образуется естественным образом. Стабилизаторы могут использоваться при производстве фруктовых йогуртов и в обязательном порядке в пастеризованных и взбитых йогуртах. Стабилизаторы (0,1–0,5 %), такие как желатин, пектин, крахмал и агар-агар, являются наиболее часто используемыми.
Деаэрация
Содержание воздуха в молоке, используемом для получения кисломолочных продуктов, должно быть как можно более низким. Однако некоторая примесь воздуха неизбежна, если содержание СОМО повышается добавлением сухого молока. При этом, как часть последующей обработки должна проводиться деаэрация молока.
Когда содержание СОМО повышается путем выпаривания, то деаэрация является частью этого процесса.
Преимущества деаэрации:
- Улучшение стабильности и вязкости йогурта
- Сокращение времени ферментации
- Улучшение условий работы гомогенизатора
- Уменьшению риска пригорания продукта во время тепловой обработки
- Удаление летучих веществ портящих аромат (дезодорация).
Гомогенизация
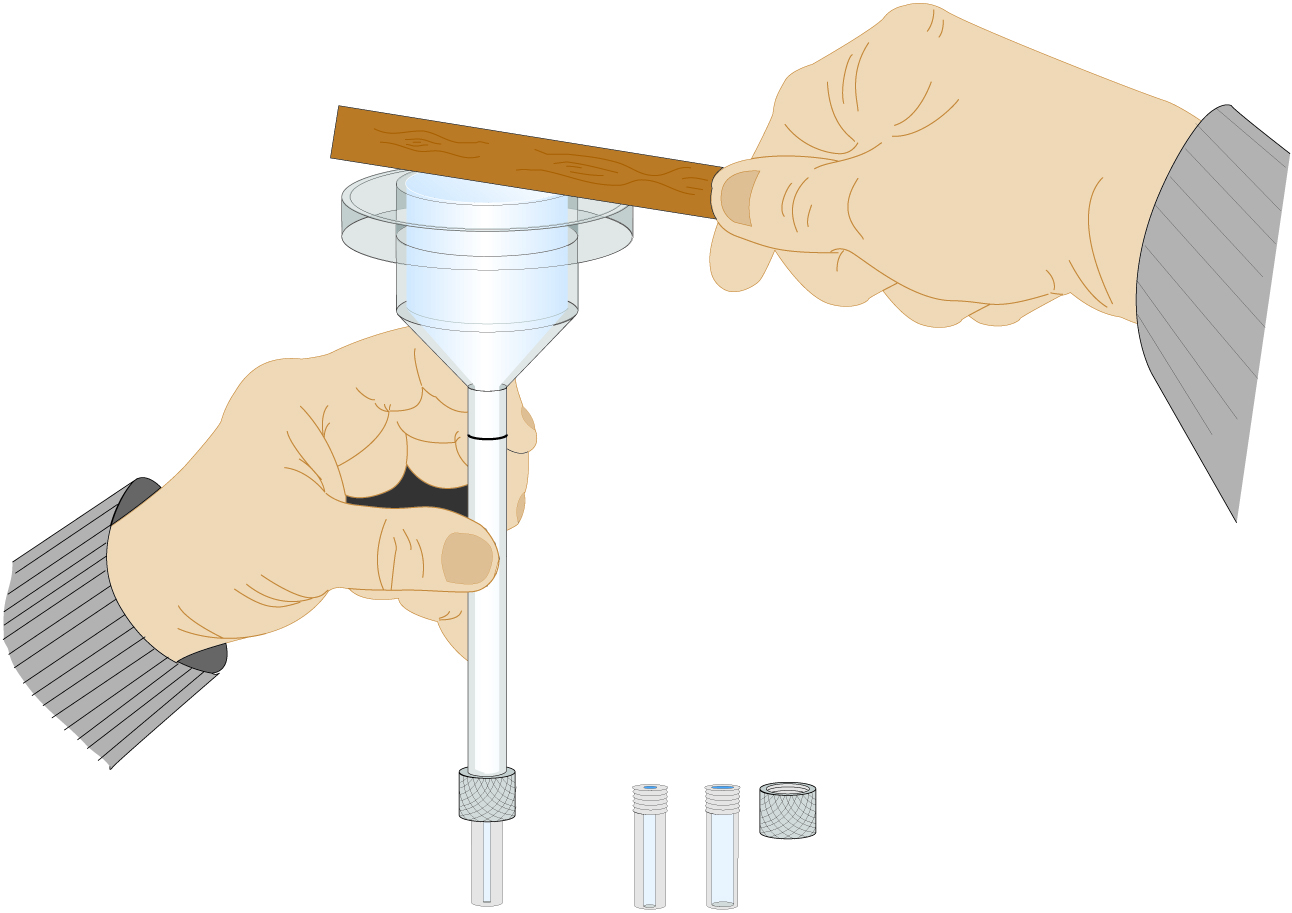
Рис. 11.8
Вискозиметр SMR
Гомогенизация молока, предназначенного для производства кисломолочных продуктов, проводится для предупреждения отстаивания сливок во время инкубации и обеспечения равномерного распределения жира в молоке.
Гомогенизация также улучшает устойчивость и консистенцию кисломолочных продуктов даже с низкой массовой долей жира.
Гомогенизация с последующей обработкой при высокой температуре, обычно 90–95 °С в течение приблизительно 5 минут, оказывает положительное влияние на вязкость конечного продукта.
В таблице 11.1 показано двойное влияние на вязкость сквашенного молока (шведский филмьолк; 3 % жира и приблизительно 8,7 % СОМО), когда оно предварительно обрабатывается при различных режимах гомогенизации и тепловой обработки. Температура гомогенизации во всех случаях составляет 60 °С.
Вязкость измеряют простым вискозиметром (вискозиметр SMR) при 20 °С и получают результат в секундах для прохождения 100 мл продукта через насадку определенного диаметра. На рис. 11.8 показан вискозиметр, снабженный сменными насадками, диаметр которых от 2 до 6 мм.
Вязкость молока, подвергнутого полной гомогенизации, прямо пропорциональна давлению гомогенизации независимо от того, было ли исходное молоко подвергнуто тепловой обработке или нет. В таблице также показано, что термообработка при высокой температуре увеличивает вязкость продукта.
В качестве общих рекомендаций можно сказать, что для получения оптимальных физических характеристик продукта молоко следует гомогенизировать при давлении 20–25 МПа и температуре 65–70 °С. Гомогенизацию часто используют даже при производстве кисломолочных продуктов с низким содержанием жира.
Некоторые производители гомогенизируют свое молоко для йогурта при 40 МПа (400 бар) и температурах до 95 °C. В некоторых рецептах эти высокие параметры оказывают положительное влияние и на вязкость, и на стабильность продукта.
Иногда возникает вопрос об одной или двух стадиях гомогенизации. Вообще говоря, это связано с конструкцией гомогенизирующей системы, в частности головки гомогенизатора.
Тепловая обработка
Перед заквашиванием молоко проходит тепловую обработку с целью:
- Улучшения свойств молока как субстрата для бактериальной культуры
- Обеспечения того, что сгусток готового йогурта будет плотным
- Снижения риска отделения сыворотки в конечном продукте
Оптимальные результаты достигаются при тепловой обработке порядка 90–95 °С и времени выдержки около 5 минут. Такое сочетание температуры/времени приводит к денатурации приблизительно 70–80 % сывороточных белков (99 % β-лактоглобулина). В частности, β-лактоглобулин, который является основным сывороточным белком, взаимодействует с κ-казеином, содействуя, таким образом, приданию йогурту стабильной формы.
UHT-обработка и стерилизация молока, предназначенного для сквашивания, не оказывает, тем не менее, столь же благоприятного влияния на вязкость по не вполне понятным причинам.
Выбор закваски
В настоящее время биологические лаборатории производят по запросам заказчиков самые различные закваски для йогуртов. Молокозаводы могут выбирать фирменные йогуртовые культуры или самостоятельно смешивать культуры для достижения своих собственных стандартов конечного продукта. Некоторые культуры позволяют получить йогурты с различной плотностью и консистенцией геля. Другие культуры влияют на длительность ферментации и последующую кислотность. Культуры также приспособлены к тому типу йогурта, который будет выпускаться (например, термостатный, с нарушенным сгустком, питьевой и концентрированный).
Раньше предприятия молочной промышленности, как правило, закупали материнскую культуру в биолабораториях. После этого на предприятии самостоятельно размножали эту культуру в водяных банях и танках для производственной закваски, чтобы ее хватило на весь цикл производства. Подобная система в настоящее время почти не используется. Гораздо проще и безопаснее использовать высококонцентрированные культуры, произведенные специализированной компанией. Такие культуры поставляются в замороженном или сублимированном виде.
Конструкция установки
Сгусток, образующийся при сквашивании, чувствителен к механической обработке. Это делает очень важным выбор и установление размеров труб, клапанов, насосов, охладителей и т. д.
Производственные линии
Предварительная обработка молока одинакова, независимо оттого, производят термостатный или с нарушенным сгустком йогурт. Она включает в себя нормализацию по жиру и содержанию сухих веществ, тепловую обработку и гомогенизацию.
На рис. 11.9 схематично показана производственная линия для выработки йогурта. Танки для хранения молока, из которых молоко закачивается в производственную линию, на рисунке не показаны. Предполагается, что перед поступлением в линию молоко нормализовано до требуемого содержания жира. В данном примере нормализация содержания сухих веществ осуществляется добавкой сухого молока или белков. Если содержание сухих веществ повышается добавлением сухого молока, то рекомендуется произвести деаэрацию для снижения риска отделения сыворотки в конечном продукте.
Любые добавки, такие как стабилизаторы, витамины и т. д., могут быть добавлены в нужных дозах в молоко перед тепловой обработкой. Из балансного танка (1) молоко закачивают в теплообменник (2), где оно сначала предварительно регенеративно нагревается до температуры приблизительно 65 °С и подается в деаэратор.
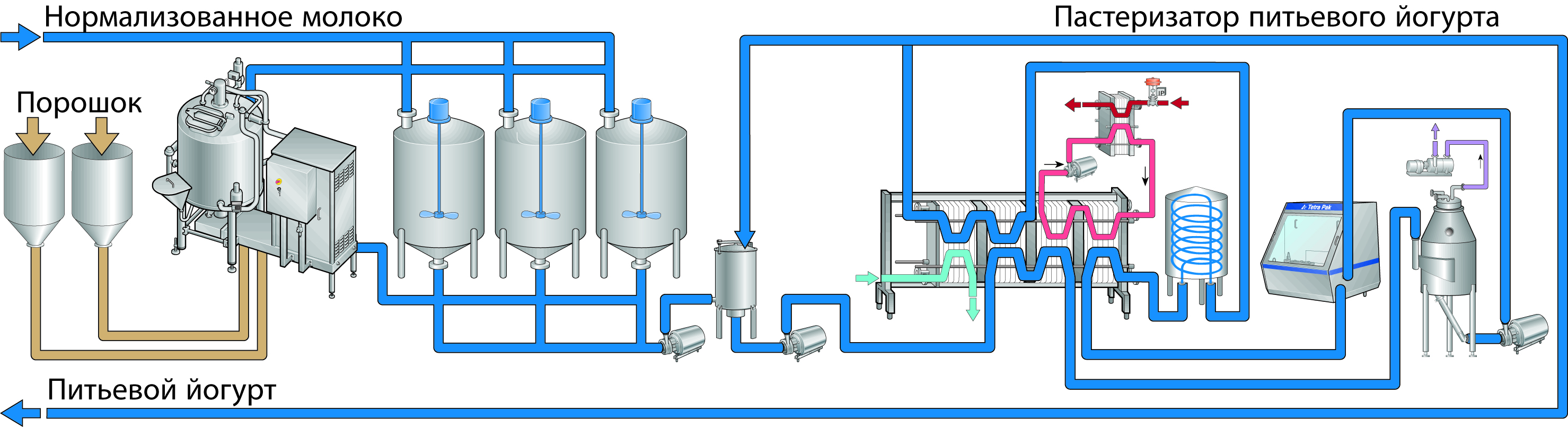
Рис. 11.9
Общая предварительная обработка для производства кисломолочных продуктов
- Балансный танк
- Пластинчатый теплообменник
- Испаритель
- Гомогенизатор
- Труба для выдержки
ДЕАЭРАЦИЯ
Из блока предварительного подогрева молоко поступает в вакуумную камеру. Молоко поступает при температуре около 65 °С. Из-за воздействия вакуума температура на выходе из деаэратора будет примерно на 2–3 °С ниже, чем на входе.
ГОМОГЕНИЗАЦИЯ
После деаэрации молоко поступает в гомогенизатор (4) и гомогенизируется под давлением приблизительно 20–25 МПа (200–250 бар).
ПАСТЕРИЗАЦИЯ
Гомогенизированное молоко направляют обратно через регенеративную секцию в секцию пастеризации теплообменника (2) и нагревают повторно до 90–95 °С. Затем молоко поступает в секцию выдержки, размер которой подобран так, что обеспечивает продолжительность выдержки 5 минут.
Могут быть использованы другие программы времени/температуры. На рис. 11.10 показана трубчатая секция выдержки, которая обеспечивает эффективность до 90–95 %, что заметно выше, чем в случае одного танка для выдержки, встроенного в непрерывно действующую установку.
Рис. 11.10
Трубчатая секция выдержки
ОХЛАЖДЕНИЕ МОЛОКА
После пастеризации молоко охлаждается сначала в регенеративной секции, а затем с помощью воды до нужной для заквашивания температуры обычно 40–45 °С. В другом случае при производстве термостатного йогурта, когда производительность предварительной обработки не соответствует производительности процесса фасовки, молоко охлаждают до температур ниже 10 °C (желательно 5 °C).
Конструкция установки для производства йогурта
Когда молоко для производства йогурта предварительно обработано и охлаждено до температуры заквашивания, дальнейшая обработка зависит от вида производимого продукта: термостатного йогурта, йогурта с нарушенным сгустком, питьевого йогурта, замороженного или концентрированного йогурта. На рис. 11.11–11.13 приведены блок-схемы различных стадий производства для каждого процесса.
Такие качественные характеристики йогурта, как вкус и консистенция, зависят от конструкции технологической линии, производимой обработки молока и готового продукта. Конструкция современных установок обеспечивает высокую производительность, непрерывное высококачественное производство. Уровень автоматизации различен, и, как правило, в установку встроены системы мойки (CIP).
Обычно при крупномасштабном производстве уровень автоматизации высокий. Следует избегать излишней механической обработки продукта, так как она может вызвать дефекты продукта, такие как жидкая консистенция и отделение сыворотки. Общий объем обработки, которой подвергается продукт, должен быть учтен, когда установка конструируется. Следовательно, подбор соответствующего оборудования, оптимизация установки являются вопросом достижения надлежащего баланса между стоимостью и качеством.
На современных производственных линиях часто производят одновременно термостатный и йогурт с нарушенным сгустком. При производстве термостатного йогурта поток продукта непрерывно контролируется, начиная с момента поступления молока на участок предварительной обработки до упаковки продукта. При производстве йогурта с нарушенным сгустком предварительная обработка молока продолжается до перекачивания в инкубационные танки, в которые добавляют закваску. Непрерывная обработка прерывается на время ферментации, при которой не должно быть никаких физических воздействий.
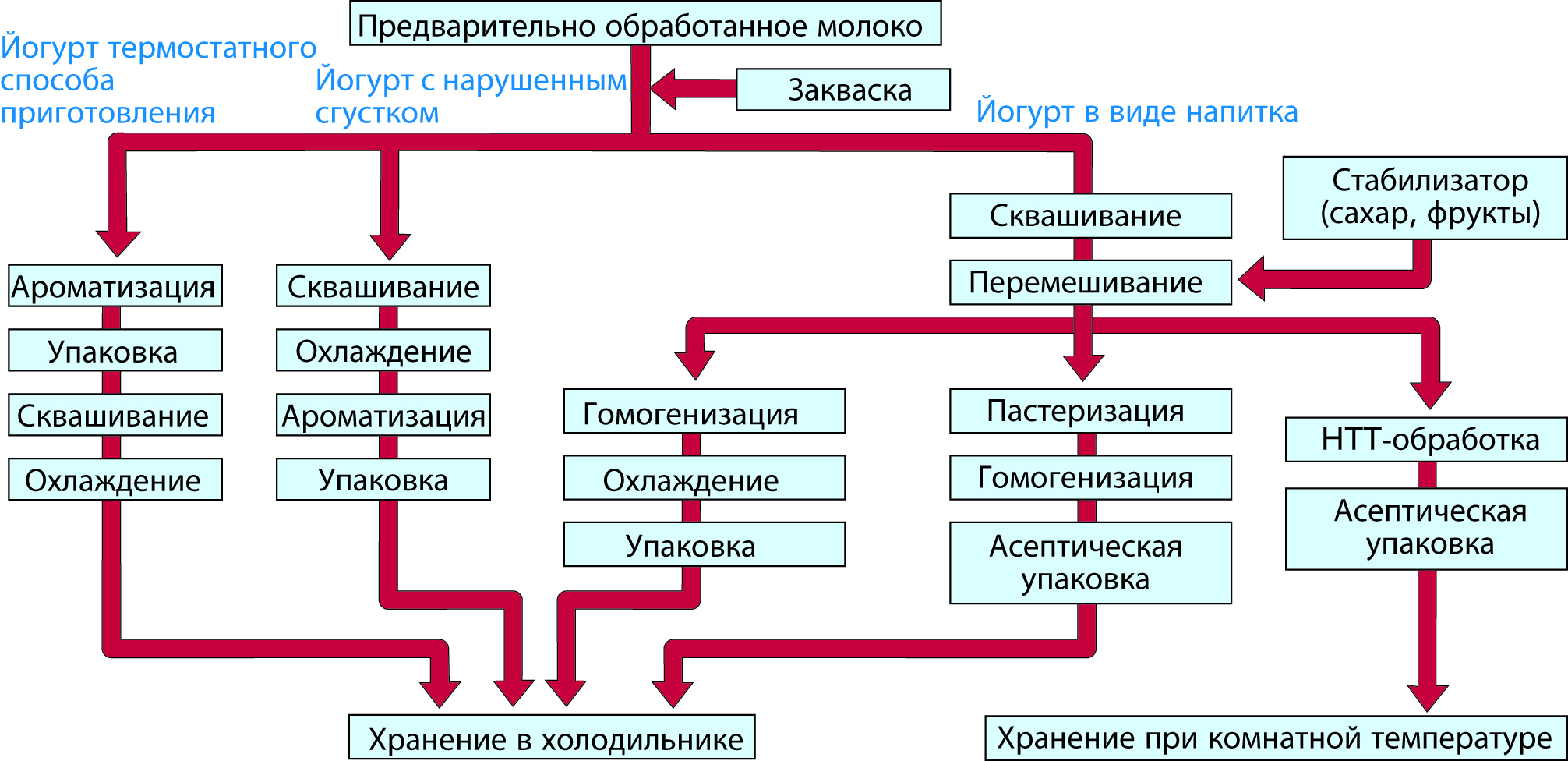
Рис. 11.11
Блок-схема, показывающая этапы производства термостатного, с нарушенным сгустком и питьевого йогурта
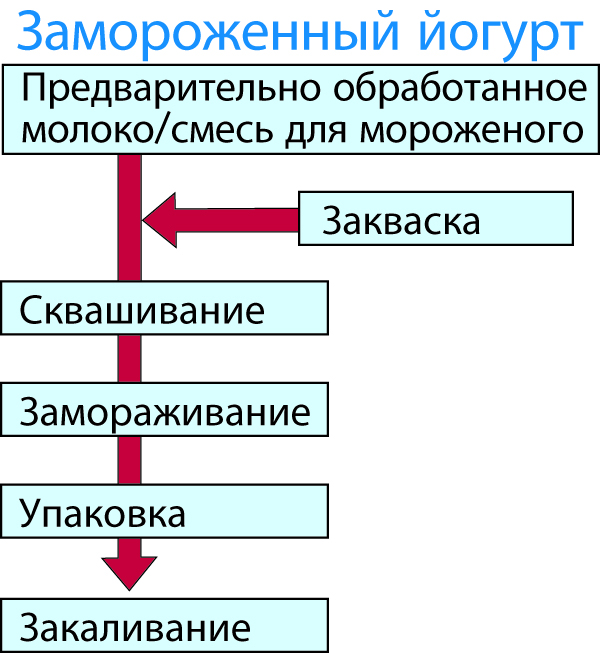
Рис. 11.12
Блок-схема, показывающая этапы производства замороженного йогурта
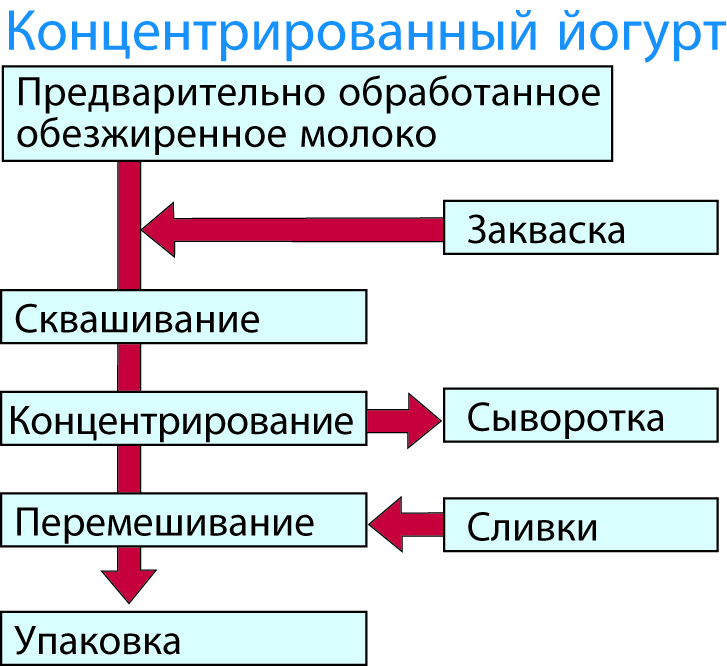
Рис. 11.13
Блок-схема, показывающая этапы производства концентрированного йогурта
Перемешиваемый йогурт
На рис. 11.14 показана типовая установка непрерывного производства относительно больших объемов йогурта с нарушенным сгустком.
Предварительно обработанное молоко, охлажденное до температуры заквашивания, последовательно закачивают в танки ферментации (7). Одновременно в поток молока вносится замороженная или сублимированная закваска. После заполнения танка начинается кратковременное перемешивание для обеспечения равномерности распределения культуры закваски.
Танки ферментации теплоизолированы для поддержания постоянной температуры во время периода сквашивания. Танки могут быть снабжены измерителями рН для контроля увеличения кислотности.
В типовом производстве йогурта с нарушенным сгустком продолжительность инкубации составляет 4–5 часов при температуре 42–43 °С при использовании высококонцентрированной закваски (примерно 0,02 % закваски). Относительно короткий период инкубации указывает на то, что размножение (генерация) идет быстро. Для типичных йогуртовых бактерий время генерации составляет примерно 20–30 минут. Для получения оптимальных характеристик качества продукта, чтобы прекратить дальнейшее развитие бактерий, его охлаждают до 15–22 °С (с 42–43 °С) в течение 30 минут после достижения идеального значения рН.
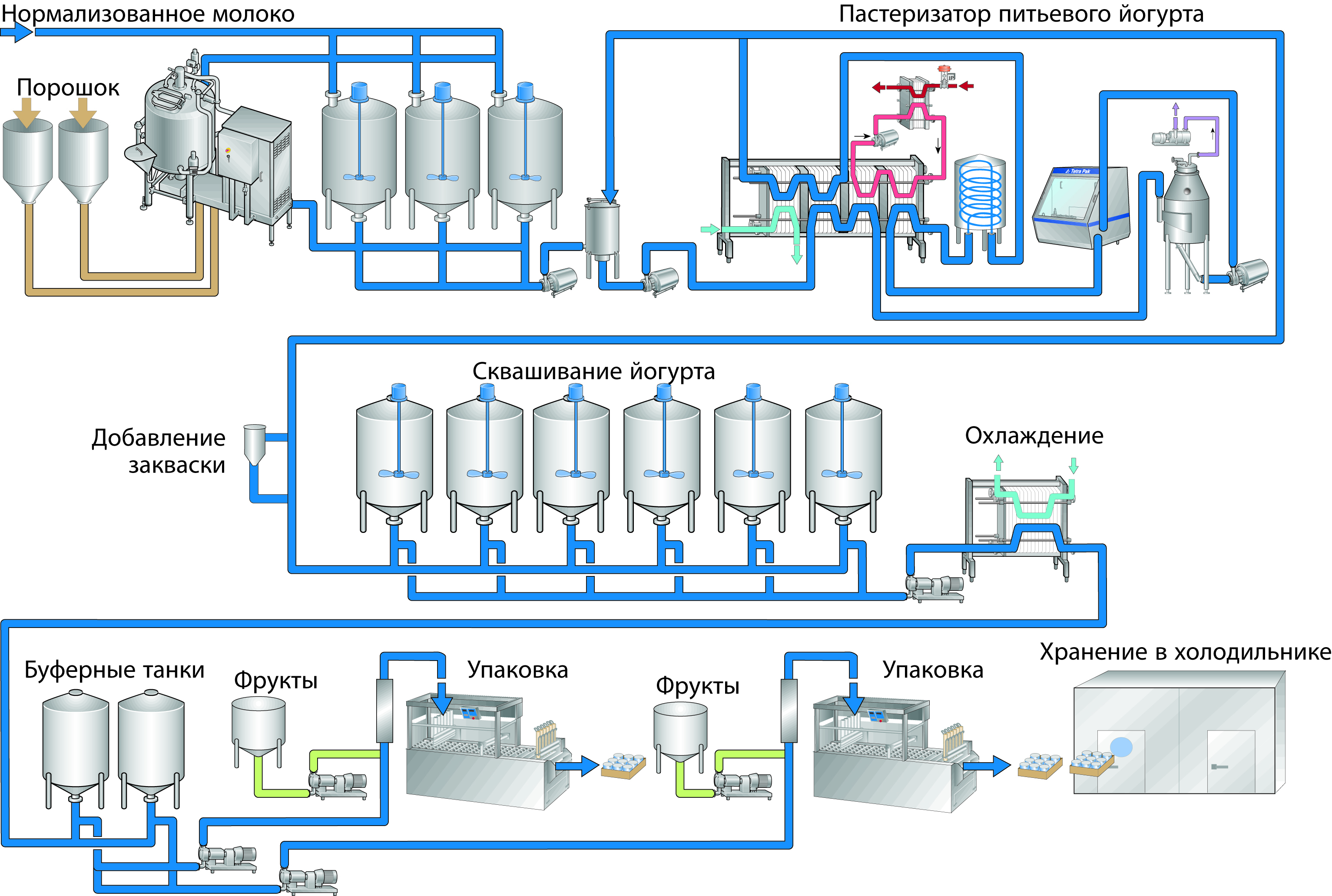
Рис. 11.14
Это блок-схема линии по производству йогурта с нарушенным сгустком. Многие параметры в технологической цепочке влияют на качество конечного продукта
ОХЛАЖДЕНИЕ СГУСТКА
На заключительном этапе сквашивания, когда достигнуто требуемое значение рН (обычно около 4,2–4,5), йогурт необходимо охладить до 15–22 °С. Это на время приостанавливает дальнейшее увеличение кислотности. В то же самое время сгусток необходимо подвергнуть мягкой механической обработке так, чтобы конечный продукт имел желаемую консистенцию. В некоторых случаях в линию перед охладителем встраивают фильтр (стрейнер) или структурирующий клапан, чтобы оптимизировать структуру и внешний вид йогурта.
Охлаждение происходит в пластинчатом теплообменнике (8), обеспечивающем мягкую механическую обработку продукта. Для сохранения стабильного качества продукта производительность насоса и охладителя должна быть подобрана таким образом, чтобы опорожнение танка занимало 30 минут. Однако некоторые культуры специально адаптированы для самостоятельного прекращения сквашивания, как только уровень рН достигает отметки 4,3. Эти бактерии значительно снижают способность к ферментации при таких значениях рН, а значит, можно применять более длительное охлаждение при температурах 15–22 °C.
Прежде чем отправлять продукт на упаковочные машины (12), охлажденный йогурт подают насосом в буферные танки (9).
ВКУСОВЫЕ ДОБАВКИ
После охлаждения до 15–22 °С йогурт готов для упаковки. Во время перекачки йогуртов из промежуточных танков в фасовочные машины в них можно добавлять фрукты и различные вкусовые добавки (10). Это осуществляется непрерывно дозирующим насосом с переменной производительностью, который добавляет данные ингредиенты в йогурт в блоке смешивания, показанном на рис. 11.15. Блок смешивания является стационарным и имеет стерильную конструкцию, гарантирующую, что фрукты тщательно перемешиваются с йогуртом. Насосы для дозировки фруктов и подачи йогурта функционируют синхронно.
Фруктовые добавки могут быть:
- Сладкими, с добавлением обычно 50-55% сахара
- Натуральными, неподслащенными
Фрукты должны быть как можно более гомогенными. Они могут содержать загуститель в виде пектина. Доля пектина обычно не превышает 0,5 %, что соответствует 0,05–0,005 % пектина в конечном продукте.
Правильная термообработка является чрезвычайно важным этапом предварительной подготовки фруктовых добавок. Для пастеризации наполнителей, содержащих кусочки фруктов с твердыми частицами или целые ягоды, можно использовать скребковые теплообменники, трубчатые теплообменники или танки со скребковыми устройствами. Температурная программа должна обеспечивать уничтожение неактивных микроорганизмов без ущерба для вкуса и текстуры фруктов. Непрерывное производство с быстрым нагревом и охлаждением оказывается важным для обеспечения высокого качества продукта и экономичности производства.
После термообработки важно, чтобы фрукты были упакованы в стерилизованные контейнеры при асептических условиях. Порча кисломолочных продуктов слишком часто обусловлена вторичным бактериальным обсеменением от плохо обработанных фруктов.
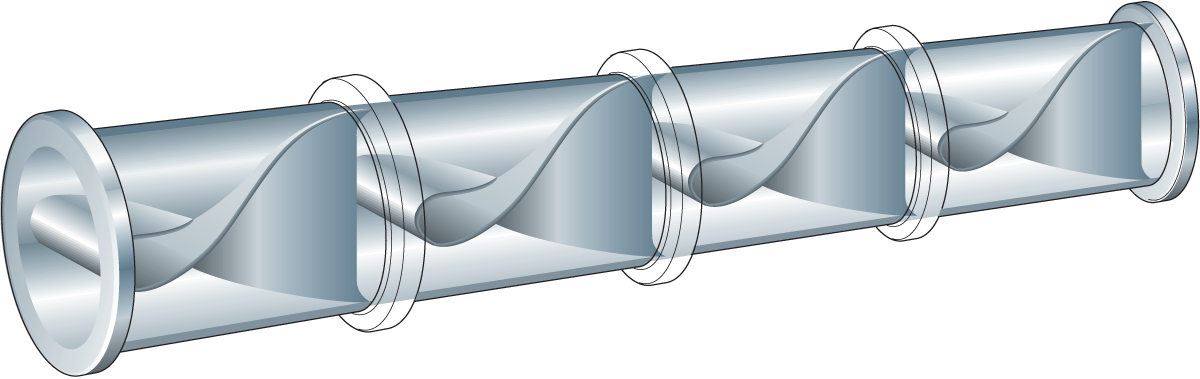
Рис. 11.15
Смеситель для фруктов, встроенный в трубу
УПАКОВКА
Для упаковки йогуртов используются различные типы фасовочных машин. Размер упаковок варьируется в зависимости от производителя. Как правило, общая производительность упаковочного оборудования должна соответствовать производительности установки для пастеризации, так чтобы условия работы установки, в целом, были оптимальными.
КОНСТРУКЦИЯ УСТАНОВКИ
Как уже говорилось, конструкция установки является одним из важных факторов, влияющих на качество йогурта и, конечно, всех других кисломолочных продуктов.
На рис. 11.16 приведены кривые изменения вязкости йогурта с нарушенным сгустком с момента, когда он покидает танк ферментации, во время упаковки и в течение 24 часов хранения в холодильнике.
Кривая А представляет собой идеальный сценарий, при котором оптимизированы все операции, влияющие на структуру и вязкость.
Во время обработки продукт неизбежно становится менее вязким, так как йогурт относится к классу продуктов с тиксотропным поведением потока. Однако если все параметры процесса и конструкция оборудования максимально оптимизированы, вязкость практически полностью восстанавливается, и вероятность синерезиса снижается до минимума.
На кривой В показан результат неправильной обработки продукта по пути из танка ферментации до упаковки и хранения в холодильнике. Если сгусток йогурта подвергался жесткой механической обработке, то вязкость окажется слишком низкой, что приведет к получению жидкого продукта с большой вероятностью отделения сыворотки.
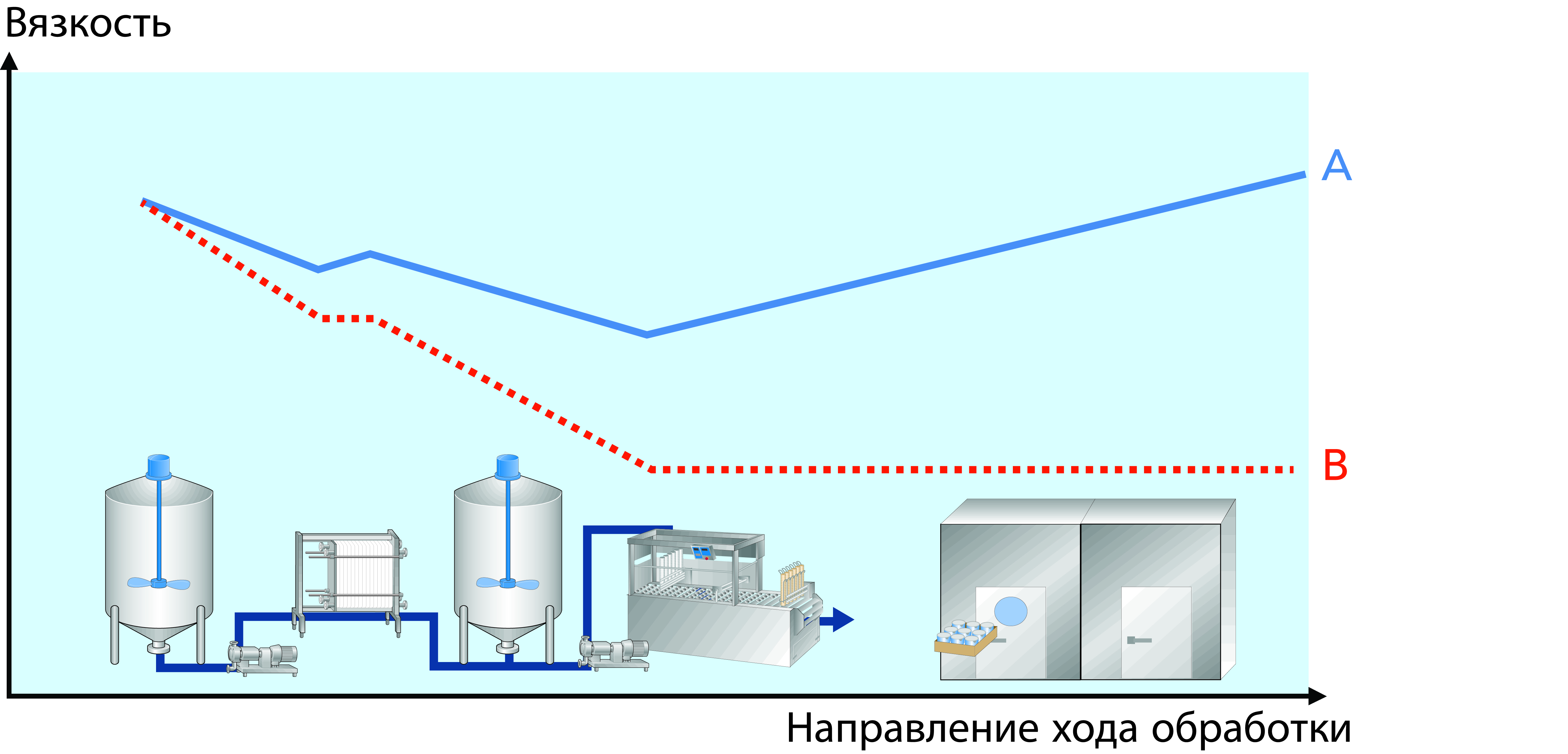
Рис. 11.16
Изменение вязкости йогурта с нарушенным сгустком во время охлаждения, упаковки и хранения в холодильнике
- A Оптимальная конструкция установки
- B Неудачная конструкция установки
Неперемешиваемый йогурт
Для снижения расходов на оборудование можно использовать одну и ту же установку для производства йогурта с нарушенным сгустком и термостатного йогурта. Предварительная обработка молока, предназначенного для каждого из продуктов, идентична вплоть до охлаждения до температуры инкубации. На рис. 11.17 показано, как можно организовать производство такого типа. Закваску дозированно вводят в поток молока по мере его перекачивания из танка для промежуточного хранения в упаковочную машину.
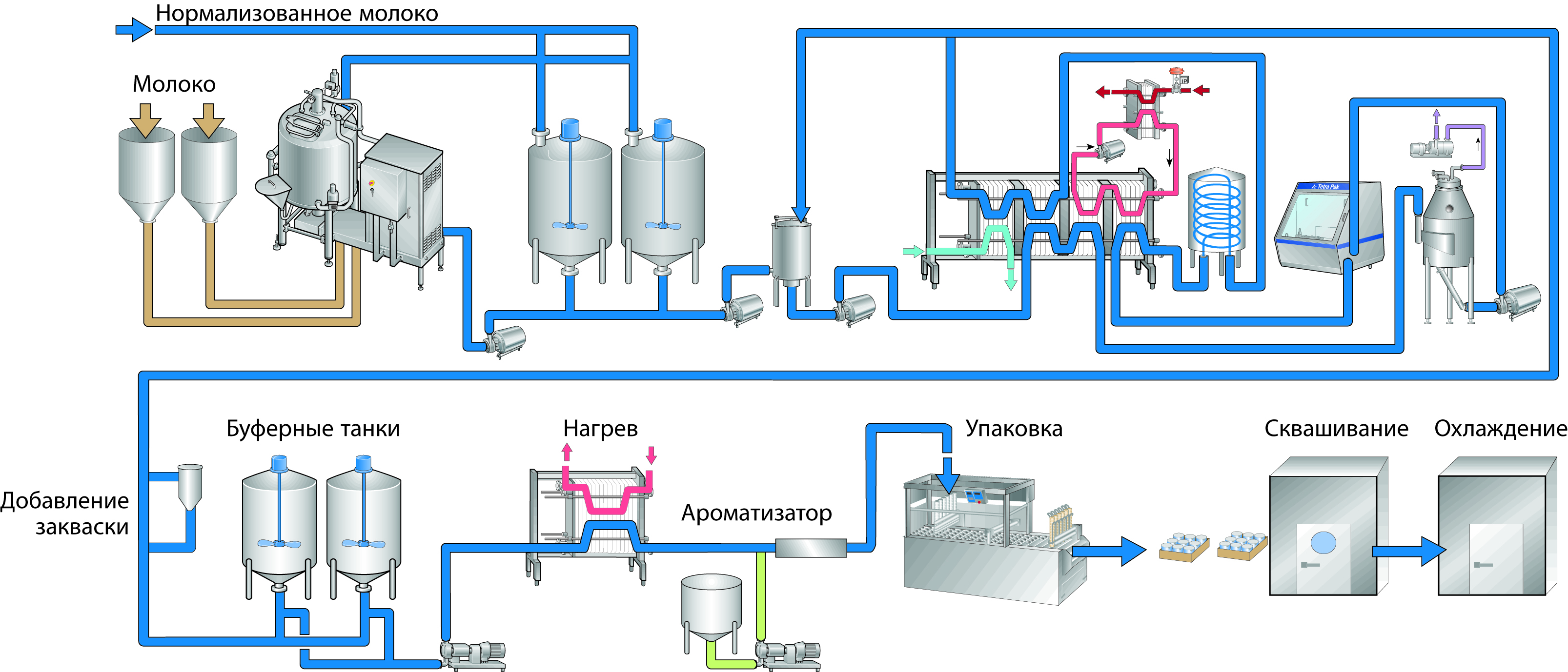
Рис. 11.17
Линия производства термостатного йогурта. Термостатный йогурт получается путем добавления закваски в пастеризованное и охлажденное молоко. Перед поступлением в фасовочную машину смесь молока и закваски нагревается для оптимальной температуры ферментации. Также на линии могут быть добавлены вкусовые добавки. Расфасованная смесь поступает в помещение инкубации, где и происходит коагуляция. Готовый термостатный йогурт охлаждается в туннельном охладителе
Альтернативная система производства
Вкусовые добавки могут постоянно дозировано подмешиваться к потоку молока до поступления в фасовочную машину. При добавлении фруктов или добавок, содержащих частицы, их следует отмерять в упаковку или чашки до того, как их заполнят заквашенным молоком. Однако следует помнить, что добавки с низким уровнем рН отрицательно влияют на ферментацию. Линия производства термостатного йогурта. Термостатный йогурт получается путем добавления закваски в пастеризованное и охлажденное молоко. Перед поступлением в фасовочную машину смесь молока и закваски нагревается для оптимальной температуры ферментации. Также на линии могут быть добавлены вкусовые добавки. Расфасованная смесь поступает в помещение инкубации, где и происходит коагуляция. Готовый термостатный йогурт охлаждается в туннельном охладителе.
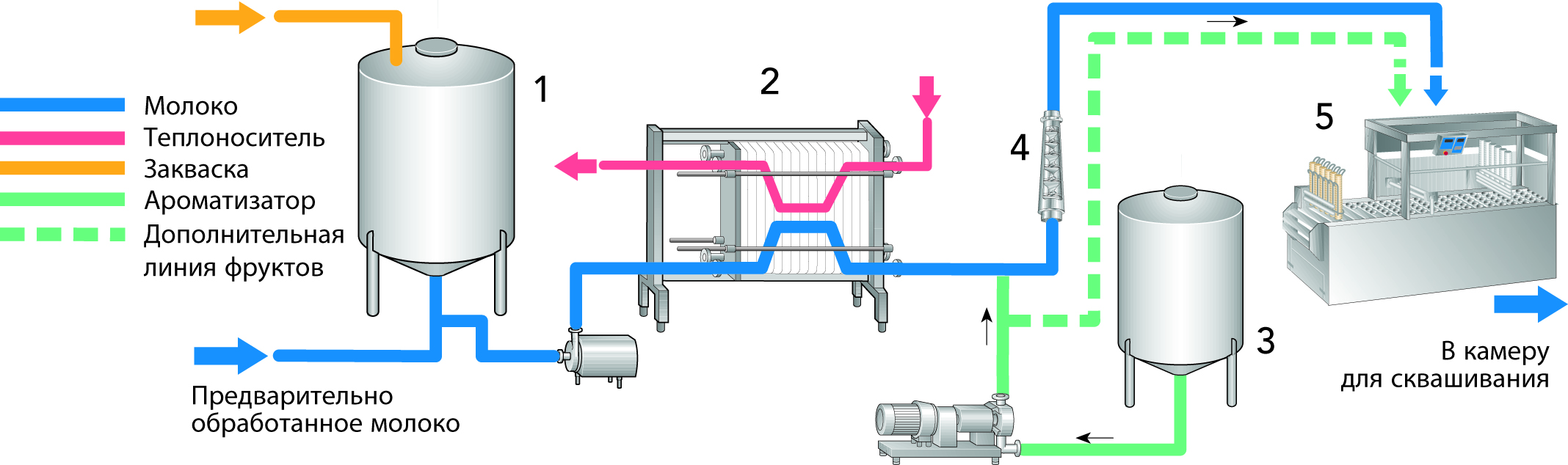
Рис. 11.18
Заключительные этапы производства термостатного йогурта; эта система обеспечивает большую гибкость в планировании производства
- Танк для смешивания
- Пластинчатый теплообменник
- Танк с фруктами/вкусовыми добавками
- Стационарный смеситель
ВКУСОВЫЕ ДОБАВКИ И УПАКОВКА
Вкусовые добавки могут постоянно дозировано подмешиваться к потоку молока до поступления в фасовочную машину. При добавлении фруктов или добавок, содержащих частицы, их следует отмерять в упаковку или чашки до того, как их заполнят заквашенным молоком. Однако следует помнить, что добавки с низким уровнем рН отрицательно влияют на ферментацию.
ИНКУБАЦИЯ И ОХЛАЖДЕНИЕ
После упаковки фасованный продукт в решетчатых ящиках, уложенных на поддоны, перевозят в одну из двух систем для инкубации и последующего охлаждения посредством:
- камеры комбинированного термостатирования/охлаждения, когда поддоны неподвижны и при термостатировании, и при охлаждении перед перевозкой на заключительное хранение в холодильнике;
- камеры для инкубации, вмещающей большое количество заполненных поддонов. После необходимого термостатирования поддоны ставят на конвейер, проходящий через секции охлаждения, находящиеся в туннеле. Эта система, показанная на рис. 11.19, позволяет осуществлять охлаждение непрерывно.
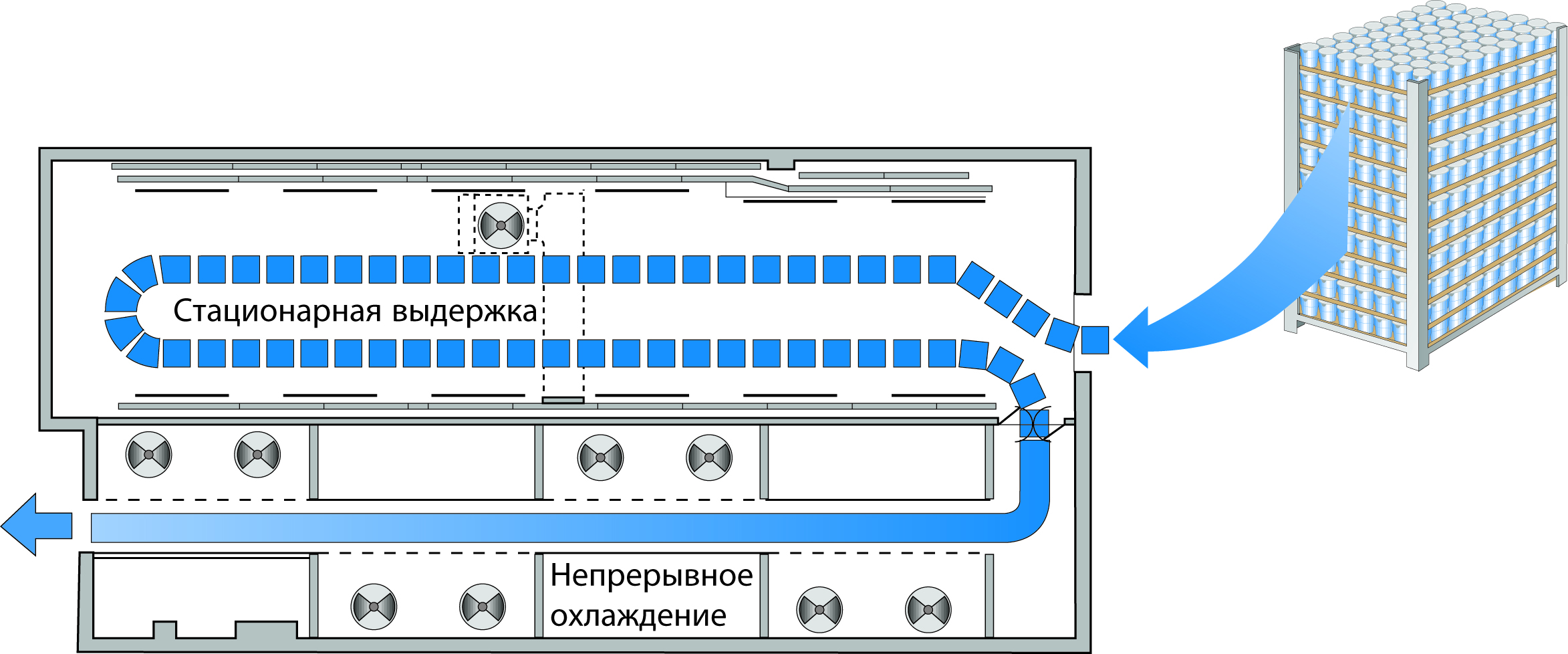
Рис. 11.19
Комбинированная инкубационная камера и туннельный охладитель
Инкубация
Заполненные упаковки/контейнеры помещают в решетчатую тару открытой конструкции и на некотором расстоянии друг от друга так, чтобы циркулирующий теплый/холодный воздух камер для инкубации и охлаждения мог достичь каждого отдельного контейнера. Решетчатую тару обычно складывают на поддоны, которые затем перевозят в камеру для инкубации. Это обеспечивает однородность качества при условии, что температура тщательно контролируется.
Охлаждение
Когда достигнуто эмпирически определенное оптимальное значение рН (обычно 4,5), необходимо начинать охлаждение. Конечная температура охлаждения на этом этапе составляет 18–20 °С; важно быстро остановить дальнейшее развитие микроорганизмов закваски: то есть снизить температуру до 35 °С в течение 30 минут и до температуры 18–20 °С по прошествии следующих 30–40 минут.
Заключительное охлаждение, обычно до 5 °С, происходит в холодильной камере, где продукт хранится до реализации.
Эффективность охлаждения зависит от размера отдельной упаковки, конструкции и материала упаковок, глубины штабеля решетчатой тары, расстояния между отдельными упаковками в каждом ящике и их конструкции.
При глубине в 1 (один) метр, например, свободное пространство в поперечном сечении штабеля для прохождения воздуха должно быть не менее 25 % от общей площади. Меньшее свободное поперечное сечение потребует большего воздушного потока, что означает также более высокое энергопотребление.
Поддоны (ящики) во время инкубации неподвижны. Они размещены в помещении/камере для инкубации таким образом, чтобы облегчить работу по схеме первым загружен – первым выгружен. При обычной инкубации втечение 3–3,5 часов важно, чтобы продукт не подвергался какому-либо механическому воздействию втечение последних 2–2,5 часов, когда повышается риск отделения сыворотки.
Производительность охлаждающей установки должна обеспечивать выполнение вышеупомянутой температурной программы. Часто полное время охлаждения составляет приблизительно 65–70 минут для небольших упаковок (массой 0,175–0,2 кг) и приблизительно 80–90 минут для крупных упаковок (массой 0,5 кг).
В конечном итоге, независимо от типа камеры для инкубации/охлаждения йогурт охлаждают в холодильной камере приблизительно до 5 °С.
Питьевой йогурт
Питьевой йогурт с низкой вязкостью, обычно с низким содержанием жира, популярен во многих странах. Его состав может быть таким же, как и у йогурта с нарушенным сгустком, но может также содержать меньше сухих веществ, например, в результате разбавления водой.
Йогурт, предназначенный для производства питьевого йогурта, производится по обычной технологии с ферментацией втанках. Чтобы питьевой йогурт был стабильным без отслаивания, в продукт перед охлаждением следует добавить стабилизатор (обычно пектин, хотя можно и модифицированный крахмал и КМЦ). Для оптимальной стабилизации йогурт с добавлением пектина следует подвергнуть гомогенизации перед охлаждением.
Йогурт длительного хранения
Срок хранения продуктов из ферментированного молока зависит от целого ряда видимых и органолептических факторов,таких как отделение сыворотки, изменение вязкости, структуры, цвета, кислотности и запаха. Он также зависит от бактериологических дефектов.
В связи с тенденцией создания более крупных и централизованных заводов рынки становятся в географическом отношении шире, а расстояния, на которые осуществляются перевозки – длиннее. В некоторых случаях район продажи может быть столь велик, что экономически оправданной является только одна поставка в неделю. Это, в свою очередь, требует методов, которые удлиняют срок хранения продукта по сравнению с обычным. В некоторых странахтрудно обеспечить непрерывность последовательных периодов охлаждения. Поэтому возникает потребность в термизированном йогурте, который можно хранить при комнатной температуре.
Срок хранения кисломолочных продуктов можно увеличить двумя способами:
- производство и упаковка при асептических условиях;
- тепловая обработка готового продукта – либо непосредственно перед упаковкой, либо в упаковке.
Следует отметить, что если микроорганизмы в йогурте убиты нагреванием, то такой продукт, согласно определениям, принятым в ряде стран, не может называться йогуртом. Однако его можно называть продуктом «произведенным на основе йогурта».
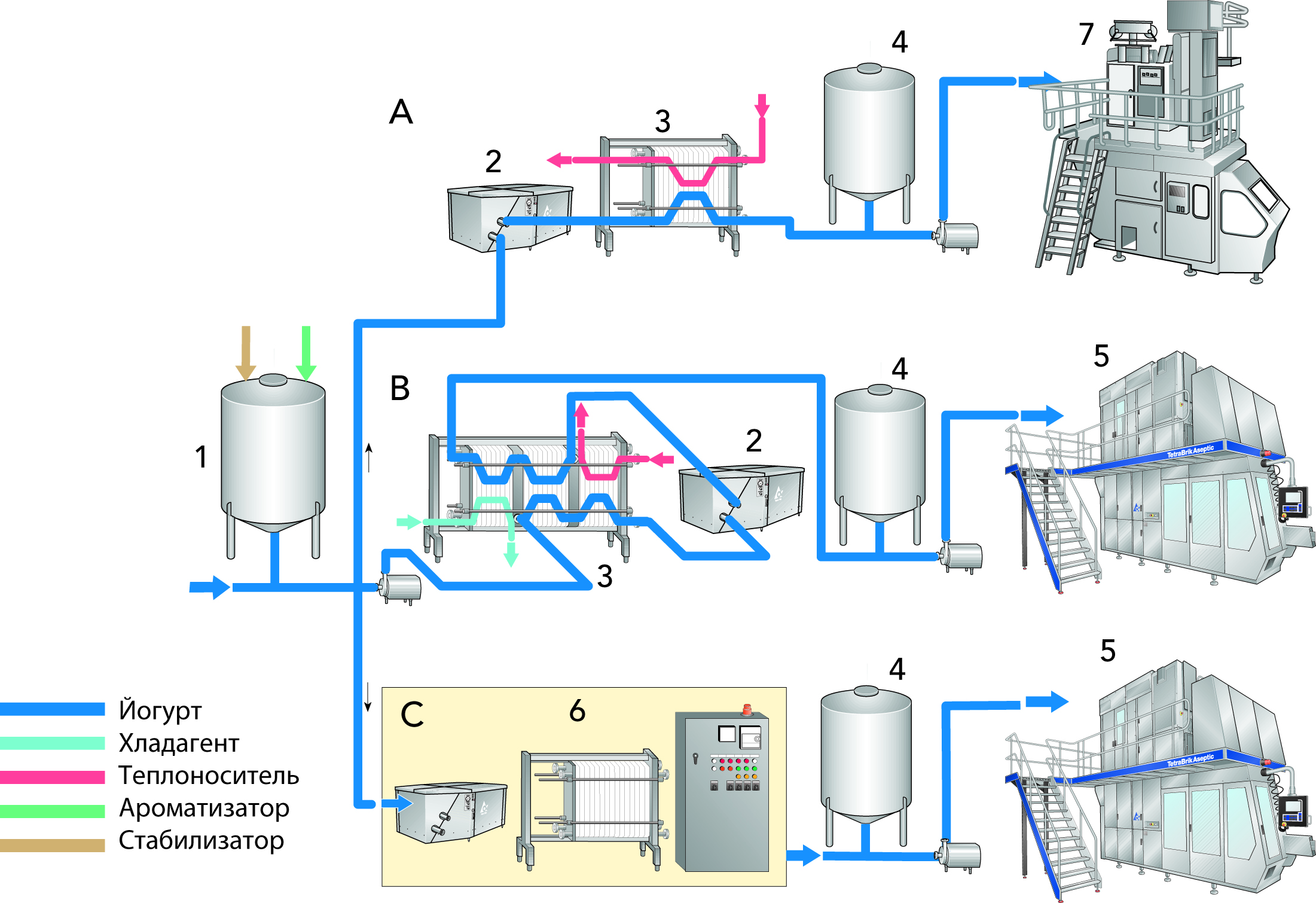
РИС. 11.20
Варианты процесса получения питьевого йогурта
- Танк для смешивания
- Гомогенизатор
- Пластинчатый теплообменник
- Промежуточная емкость
- Асептическая фасовка
- Пастеризация
- Фасовка
- A Гомогенизированный и охлажденный. Срок хранения: 2–3 недели в холодильнике
- B Гомогенизированный пастеризованный, асептично упакованный. Срок хранения: 1–2 месяца в холодильнике
- C Гомогенизированный, прошедший высокотемпературную пастеризацию, 1 асептично упакованный. Срок хранения: несколько месяцев при комнатной температуре
ПРОИЗВОДСТВО В АСЕПТИЧЕСКИХ УСЛОВИЯХ
При асептическом производстве принимают меры для предотвращения попадания плесени или дрожжей в йогурт. Эти микроорганизмы могут испортить продукт, так как способны выжить и размножаться в кислой среде и вызывать ухудшение вкуса и запаха, а также отделение сыворотки. Основной мерой является тщательная очистка и стерилизация всех поверхностей, контактирующих с продуктом. Особым отличием асептического производства является использование асептических танков, в которых создается избыточное давление стерильного воздуха, асептических клапанов с дистанционным управлением, асептических дозирующих приборов для фруктов и асептических фасовочных машины. Так можно предотвратить попадание микроорганизмов через воздух. Это значительно увеличивает срок хранения продукта.
ПРОИЗВОДСТВО В УСЛОВИЯХ ЧИСТОЙ ЗОНЫ
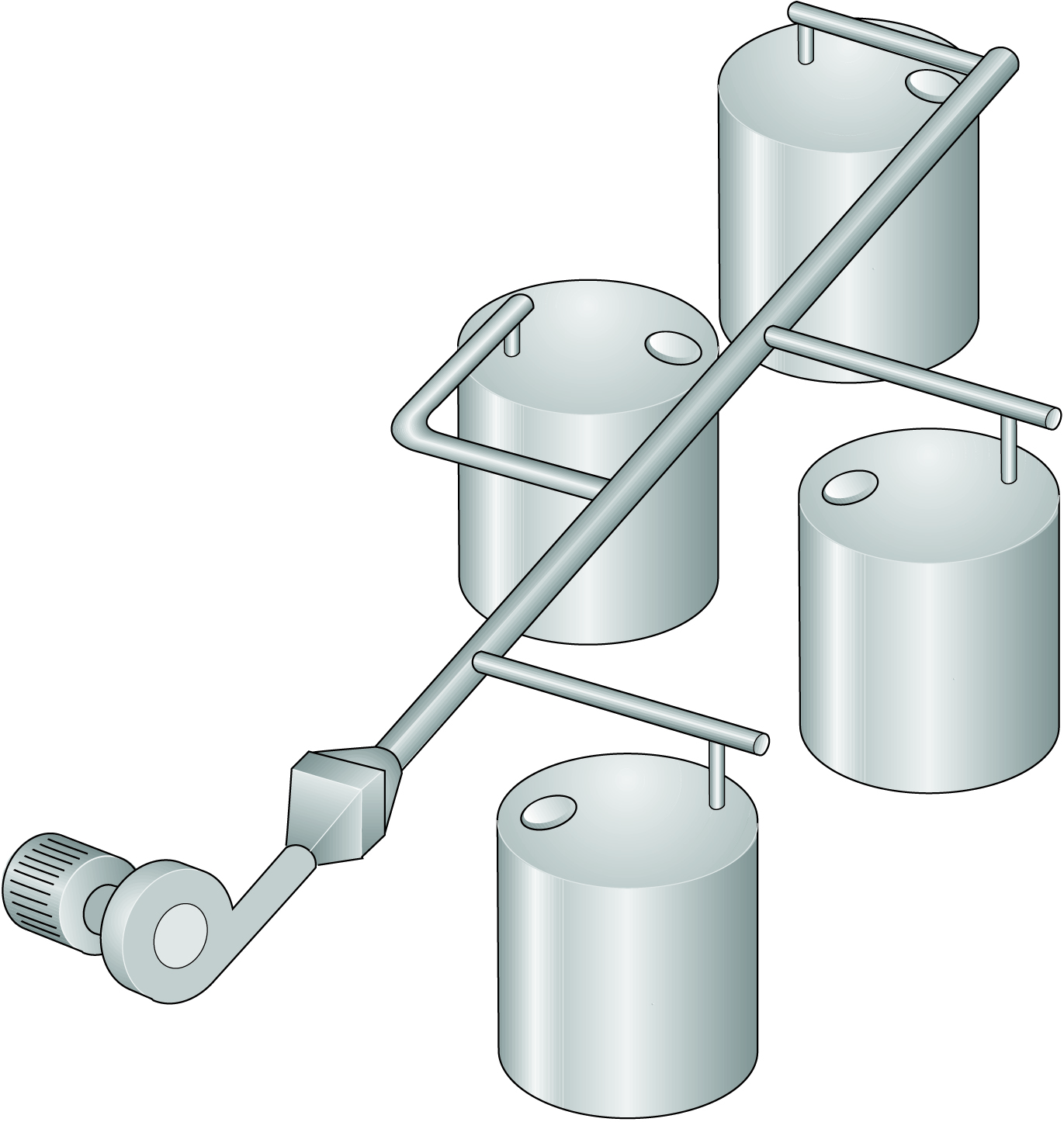
Рис. 11.21
Система фильтрации воздуха, обеспечивающая условия «чистой зоны».
Санитарные условия гигиены должны соблюдаться на всех пищевых производствах не только для оборудования, непосредственно соприкасающегося с продуктом, но также в помещениях, где осуществляется производство.
Для поддержания строгих санитарных условий, высокого уровня чистоты в производственных помещениях, танках и т. д. можно установить систему, основанную на фильтрации воздуха через фильтры абсолютной очистки («стерильные»), как показано на рис. 11.21. Система, состоящая из одного главного фильтра и вентилятора, обслуживает четыре танка. В альтернативном варианте у каждого танка есть свой вентилятор. «Абсолютный фильтр» позволяет захватить частицы размером более 0,3 микрона и большую часть микроорганизмов, так как средний диаметр кокков, бацилл и грибов (дрожжей и плесени) составляет 0,9, 0,25–10 и 3–15 микрон соответственно.
Каждая система (или танк), в которую должен подаваться воздух, должна быть снабжена внешним трубопроводом для воздуха и системой безопасности для предотвращения взрыва танка в результате образования вакуума, возникшего при падении температуры после мойки.
Скорость воздуха составляет приблизительно 0,5 м/с, а танк находится под избыточным давлением, равным приблизительно 5–10 м водяного столба, что соответствует 0,05–0,1 бар. Фильтр обычно размещают в производственном помещении, в результате чего все загрязняющие частицы, находившиеся в окружающем воздухе, в конечном итоге будут отфильтрованы, создавая, таким образом, условия «чистой зоны».
Аналогичные системы используются в микробиологических лабораториях, в больничных операционных и на фармацевтических заводах.
Условия «чистой зоны» повышают безопасность производства и снижают до минимума риск реинфекции. Однако наиболее критичными зонами, сточки зрения реинфекции, являются этапы добавления фруктов и упаковки. Следовательно, особо важно исключить заражение во время этих операций и использовать высокостерильные фасовочные машины.
Производство и упаковка в асептических или высокостерильных условиях является важной предпосылкой для повышения срока хранения и безопасности производства йогурта для холодной дистрибуции.
ТЕПЛОВАЯ ОБРАБОТКА ЙОГУРТА
Тепловая обработка йогурта является еще одним способом продления срока его хранения. В зависимости оттемпературы, до которой нагревали продукт, его можно хранить охлажденным или при комнатной температуре. Температура тепловой обработки зависит от нескольких факторов,таких как качество молока, предварительная обработка молока, рН йогурта, качество фруктов, размер частиц, тип стабилизатора и микробиологические требования к конечному продукту.
Нагрев продлевает срок годности у всех типов йогуртов (термостатных, с нарушенным сгустком, питьевых и концентрированных).
Тепловая обработка йогурта увеличивает его срок хранения посредством:
- инактивации бактерий закваски и их ферментов;
- инактивации посторонних микроорганизмов, таких как дрожжи и плесень.
Перемешиваемый йогурт длительного хранения
В производстве йогуртов с нарушенным сгустком сгусток из танка ферментации может быть подвергнут тепловой обработке при 60–70 °C на несколько секунд. Такая тепловая обработка снизит до минимума риск последующего постокисления, что обеспечивает йогурту срок хранения в холодильнике в 1–2 месяца при упаковке в асептических условиях.
Если целью является получение йогурта для хранения при комнатнойтемпературе,то нагрев должен происходить в диапазоне 75–90 °C в течение нескольких секунд и будет зависеть от таких факторов, как качество молока, предварительная обработка молока, рН йогурта и т. д.
Можно использовать следующие производственные решения:
- йогурт и фрукты смешиваются – проходят совместную тепловую обработку и охлаждение;
- йогурт и фрукты проходят тепловую обработку и охлаждение раздельно; йогурт проходит тепловую обработку и охлаждается;
- фрукты проходят тепловую обработку и смешиваются с холодным йогуртом.
В любом случае, продукт должен быть упакован на асептической фасовочной машине, чтобы исключить повторное инфицирование, см. рис. 11.22.
Нагревание ферментированного молока вызывает снижение вязкости и отделение сыворотки. Однако эти проблемы снимаются использованием стабилизаторов. Стабилизаторы восстановят реологические свойства продукта.
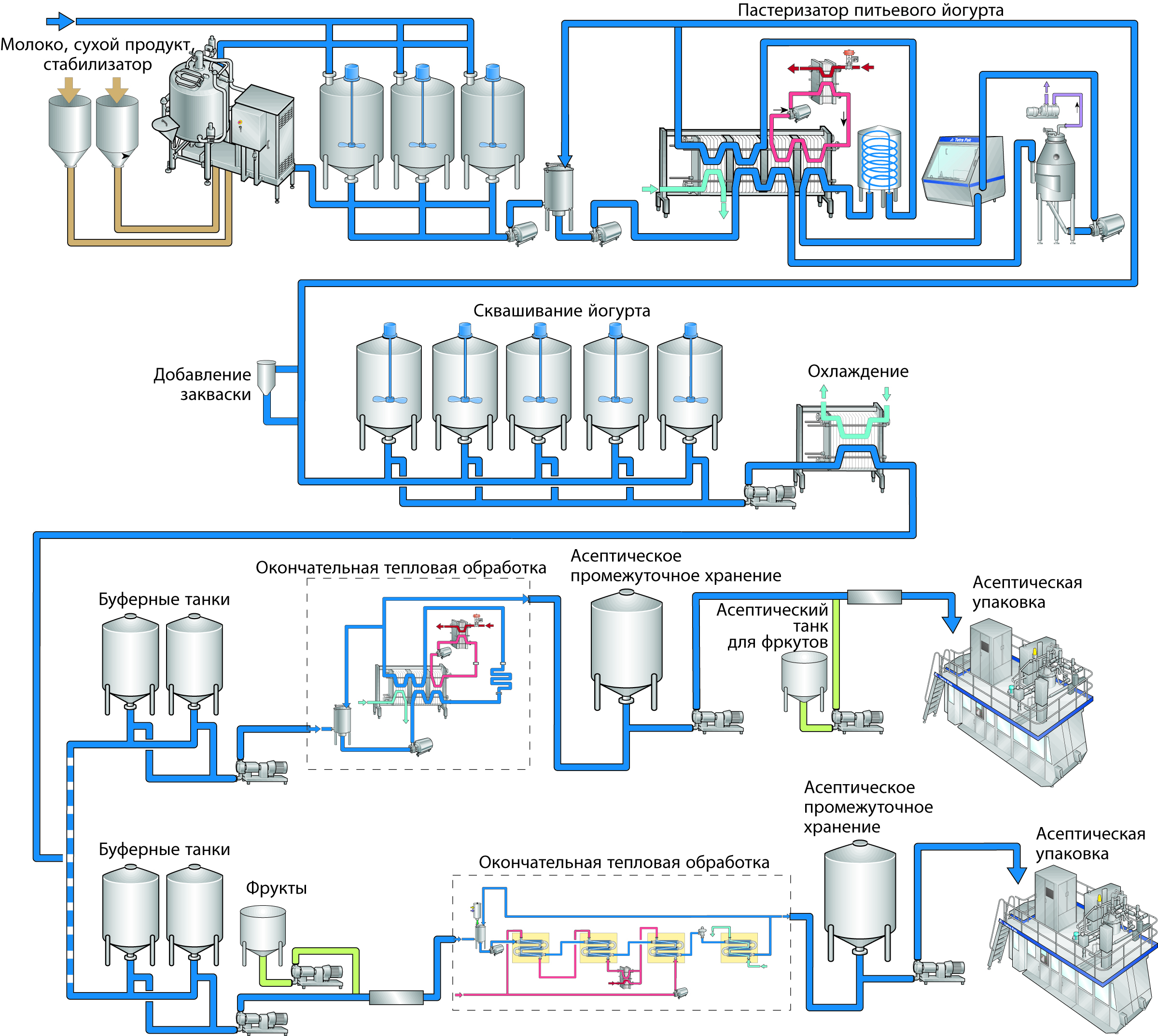
Рис. 11.22
Производство йогурта с нарушенным сгустком длительного хранения
Неперемешиваемый йогурт длительного хранения
Термостатные йогурты могут быть подвергнуты тепловой обработке, например, при 60–70 °C в течение 30 минут непосредственно в упаковке в специальных пастеризационных камерах. Время, естественно, зависит от размера и формы упаковки. Также для термостатного йогурта следует использовать стабилизаторы.
Питьевые йогурты длительного хранения.
Питьевой йогурт может иметь тот же состав, что и обычное молоко. Однако в некоторых странах этот продукт принято разбавлять водой. В некоторых регионах питьевой йогурт может являться смесью 30 % йогурта и 70 % воды.
Общепринятым стабилизатором является пектин, исключающий расслаивание и отделение сыворотки, а также повышающий вязкость и вкусовые качества продукта после нагревания. В качестве других стабилизаторов можно использовать модифицированный крахмал или КМЦ. При использовании пектина его предпочтительно добавлять в виде водного раствора к йогурту до начала тепловой обработки. Для оптимальной стабилизации йогурт с добавлением пектина следует подвергнуть механической обработке, например гомогенизации. В некоторых странах использование стабилизаторов запрещено законом или разрешено только в ограниченном масштабе. Другими добавками в питьевой йогурт являются сахар, фруктовый концентрат или ароматизаторы.
Нагревание до температуры не ниже 75 °C убивает все опасные микроорганизмы в йогурте. Производственная линия для тепловой обработки йогуртов может также быть использована при производстве пудингов и десертов.
Замороженный йогурт
Замороженный йогурт можно приготовить двумя способами. Либо йогурт перемешивают со смесью для мороженого, либо смесь для мороженого сквашивают перед дальнейшей переработкой.
В последнем случае можно использоватьтиповую линию для производства перемешиваемого йогурта. Примерно 4–6 % закваски дозировано вводят в трубопровод, и смесь закачивается в инкубационные танки. Время инкубации йогуртовой смеси значительно дольше, чем при обычном производстве йогурта. Это вызвано повышенным содержанием в йогуртовой смеси углеводов по сравнению с обычным йогуртом. Время инкубации должно составлять 7–8 часов при содержании сахарозы в 10–12 % для того, чтобы получить характерную для йогурта кислотность, наступающую при рН, равном 4,5. В обоих вариантах дальнейшее производство будет аналогично стандартному производству мороженого. (См. главу 19 «Мороженое»).
Замороженный йогурт можно подразделить на типы, подаваемые мягкими и твердозамороженными. Смесь, предназначенная для йогурта, подаваемого мягким, отличается от используемой для закаленного типа. Типичными рецептами являются:
Концентрированный йогурт
Концентрированный йогурт производится во многих странах. Он также известен под различными наименованиями, такими как фильтрованный йогурт, греческий йогурт, лабане, скир и т. д. в зависимости от страны или региона. В концентрированном йогурте содержание сухого вещества увеличивается после ферментации. Из сгустка удаляют сыворотку. На сегодня используются два основных способа производства:
Жир 4 6
Сахар 11-14 12-15
СОМО 10-11 12
Стабилизатор, эмульгатор 0.85 0.85
Вода 71 66
В обоих случаях нормализованное молоко подвергается термической обработке при 90–95 °C в течение 5 минут перед тем, как его можно гомогенизировать (если это необходимо), и затем охлаждается до температуры ферментации, перед тем как поступить в инкубационные танки. По окончании ферментации йогурт равномерно перемешивается, прежде чем он термизируется при 55–60 °C и охлаждается до температуры сепарации. Продукт поступает или в сепаратор, или установку ультрафильтрации. Тут сыворотка (пермеат) отделяется, и концентрированный йогурт перекачивается на охлаждение и упаковку. В более поздних моделях в основном используются три различных типа мембранных систем: керамическая, спирально-скрученная или плоскорамная. Какая именно будет использоваться, зависит от нескольких факторов, таких как сухое вещество в продукте, требуемое время работы, капитальные вложения и т. д.
Помимо этих двух методов производства также возможно нормализовать молоко до конечного состава перед ферментацией. При использовании этого метода следует обратить внимание, что если содержание белков увеличится слишком сильно, то появится риск возникновения привкусов и песчанистости в готовом продукте. Вне зависимости от того, какой метод используется при производстве концентрированного йогурта, конечный продукт часто очень вязкий. В сравнении с йогуртом с нарушенным сгустком особое внимание следует уделить конструкции и размерам вспомогательных танков и окружающего их оборудования, чтобы гарантировать, что густой продукт может быть вытеснен из этих танков.
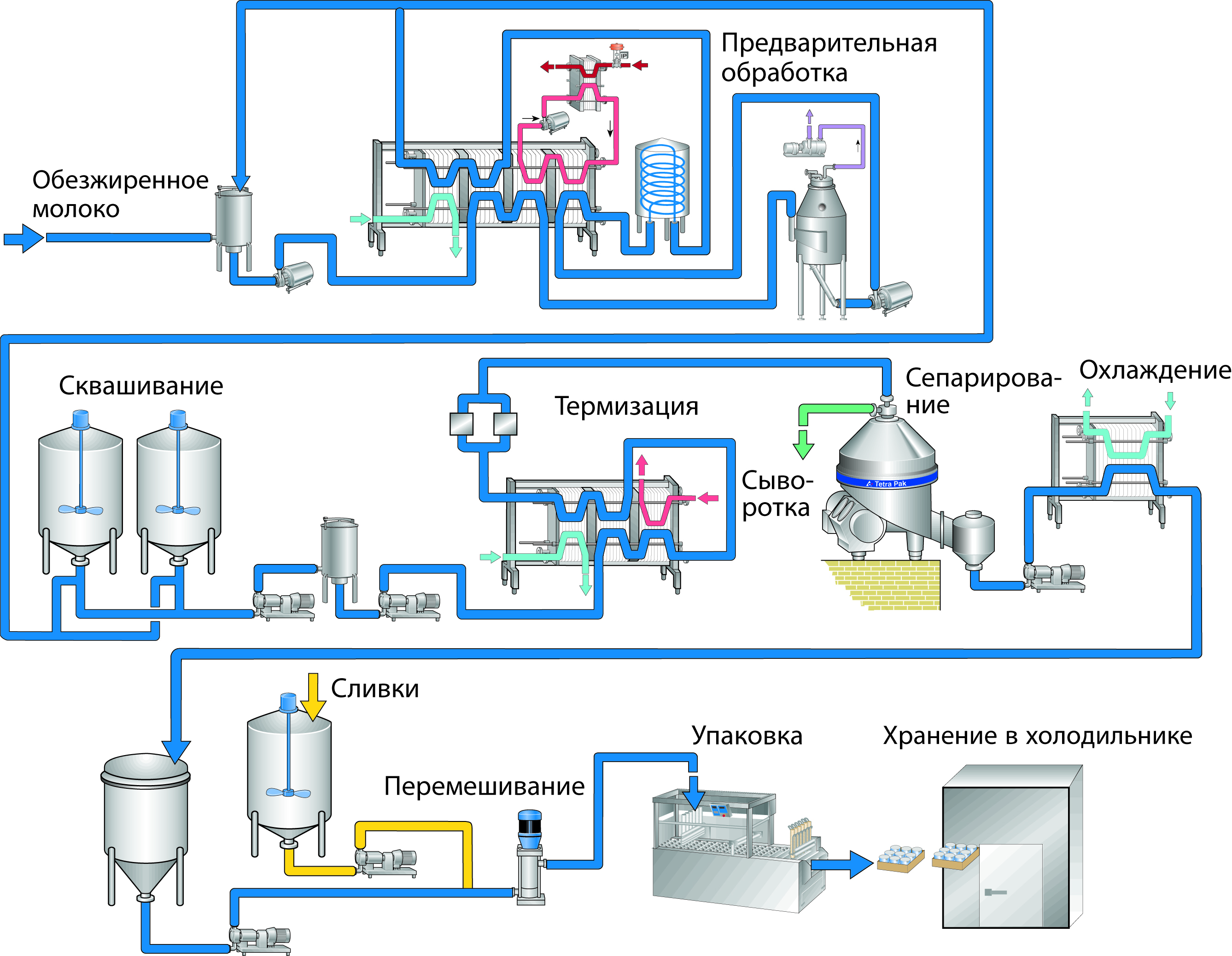
Рис. 11.23
Концентрирование йогурта сепаратором
Кефир
Кефир является одним из старейших кисломолочных продуктов. Он происходит из кавказского региона и сегодня производится во многих странах. Сырьем служит молоко коз, овец и коров. Кефир должен быть вязким и гомогенным с блестящей поверхностью. На вкус он должен быть свежим и кислым, с легким дрожжевым привкусом. Значение рН продукта обычно составляет 4,3–4,4.
Для производства кефира используется специальная закваска, называемая кефирными грибками. Кефирные грибки содержат белки, полисахариды и смесь различных типов микроорганизмов, таких как дрожжи, ароматообразующие бактерии и бактерии, вырабатывающие молочную кислоту. Дрожжи составляют приблизительно 5–10 % от всей микрофлоры.
Кефирные грибки имеют желтоватый цвет и размер цветочка цветной капусты, т. е. приблизительно от 15 до 20 мм в диаметре. Грибки имеют неправильную форму, как показано на рис. 11.25. Они нерастворимы в воде и в большинстве растворителей. При погружении в молоко грибки разбухают и становятся белыми. Во время процесса сквашивания кисломолочные бактерии производят молочную кислоту, в то время как ферментирующие лактозу клетки дрожжей вырабатывают спирт и двуокись углерода. Метаболизм у дрожжей сопровождается частичным расщеплением белка, в результате чего кефир получает особый дрожжевой привкус. Содержание молочной кислоты, спирта и двуокиси углерода контролируется во время производства посредством изменения температуры инкубации.
A Бактерии, используемые при производстве йогурта, - Lactobacillus bulgaricus (в форме палочек) и Streptococcus thermophilus (в форме шариков) - сосуществуют вместе.
B Дрожжи и кисломолочные бактерии на поверхности зерен кефира. "Шарик" в центре представляет собой дрожжевой грибок, а палочки - различные типы бактерий.
C Центр кефирного грибка. Дрожжи и бактерии объединены сетью, состоящей, главным образом, из белков и полисахаридов
В зависимости от местных условий и требований типы используемого оборудования и варианты оформления производственного процесса у различных производителей могут сильно отличаться. Продукты типа кефира могут производиться так же, как и перемешиваемый йогурт, с использованием специальной концентрированной сублимированной культуры закваски.
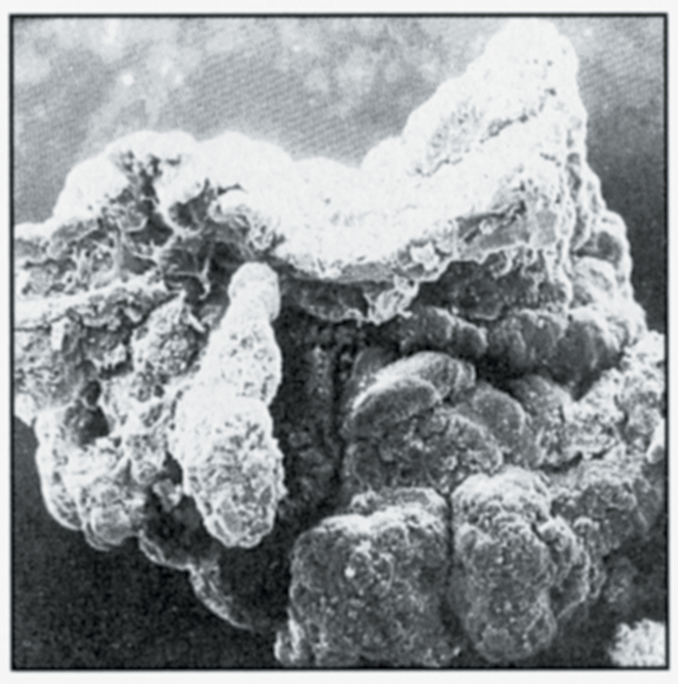
Рис. 11.25
Кефирный грибок
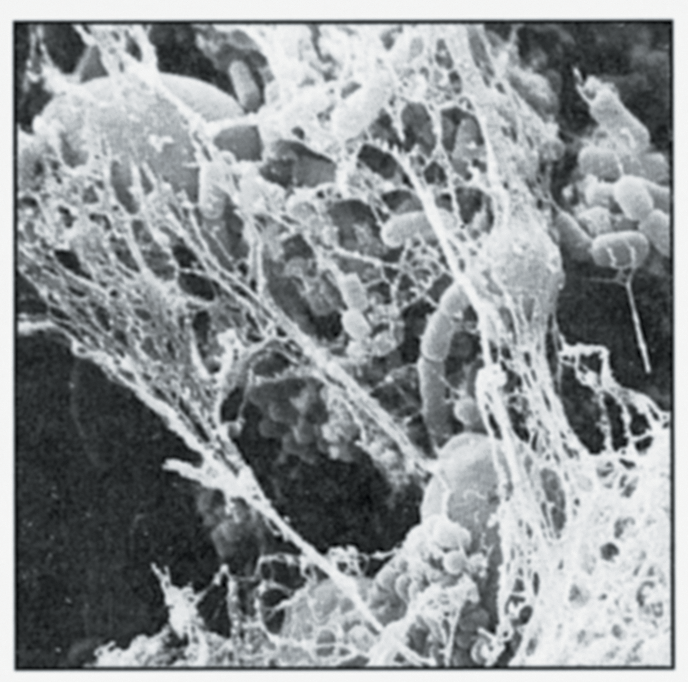
Рис. 11.26
Микроорганизмы в заквасках часто сосуществуют в симбиозе друг с другом
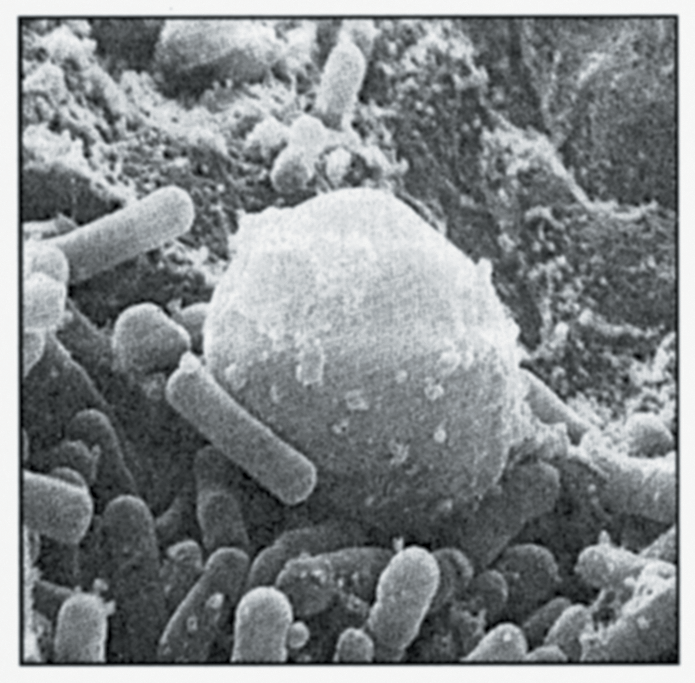
Рис. 11.27
Дрожжи и кисломолочные бактерии на поверхности кефирного грибка, видимые под электронным микроскопом
Сырье
Как и при производстве других кисломолочных продуктов, качество сырья играет самую важную роль. Оно не должно содержать антибиотиков и других бактерицидных средств. Сырьем для производства кефира может быть козье, овечье или коровье молоко.
Производство культуры закваски

Рис. 11.28
Типовая блок-схема различных этапов процесса производства кефира
Закваску для кефира обычно получают из молока с различным содержанием жира, но в последнее время для лучшего контроля микробиологического состава кефирных грибков были также использованы обезжиренное и восстановленное молоко.
Как и при размножении культур заквасок для других кисломолочных продуктов, питательная молочная среда должна быть подвергнута тщательной тепловой обработке для инактивации бактериофагов.
Производство осуществляется в два этапа. Основной причиной этого является то, что кефирные зерна являются объемистыми и неудобными в обращении; легче контролировать относительно небольшие объемы материнской закваски. На рис. 11.28 показаны различные этапы процесса.
На первом этапе в предварительно обработанную питательную среду вводят активизированные кефирные грибки. Культивирование проводят при 23 °С, причем доля вносимых грибков составляет приблизительно 5 % (1 часть зерен на 20 частей питательной среды) или 3,5 % (1 часть зерен на 30 частей молока). Продолжительность инкубации приблизительно 20 часов; так как зерна имеют тенденцию опускаться на дно, рекомендуется промежуточное перемешивание в течение 10–15 минут каждые 2–5 часов. При достижении требуемого значения рН (скажем, 4,5) закваску размешивают перед удалением зерен из материнской закваски, теперь также называемой фильтратом, путем процеживания. Сетка для процеживания имеет отверстия диаметром 3–4 мм.
Грибки промывают в сетке для процеживания кипяченой и охлажденной водой (иногда обезжиренным молоком). Затем их можно использовать повторно для получения новой партии материнской закваски. Во время инкубации количество микроорганизмов вырастает примерно на 10 % в неделю, так что зерна следует взвесить и удалить излишек перед повторным использованием партии.
На втором этапе фильтрат можно охладить до температуры приблизительно 10 °С, если его необходимо хранить перед использованием в течение нескольких часов. Или же, если будет произведено большое количество кефира, фильтрат можно сразу добавить в предварительно обработанное молоко, предназначенное для использования в качестве питательной среды для производственной закваски. Дозировка составляет 3–5 % от объема питательной среды. После инкубации при температуре 23 °С в течение 20 часов производственная закваска готова к введению в молоко, подготовленное для производства кефира.
Производство кефира
Этапы процесса, в основном, те же, что и для большинства кисломолочных продуктов. Для традиционного производства кефира типично следующее сочетание:
- Нормализация по жирам (применяется не всегда)
- Гомогенизация
- Пастеризация и охлаждение до температуры инкубации
- Внесение культуры закваски (называемой здесь также фильтратом)
- Сквашивание в два этапа (наряду с особой закваской это характерный признак кефира)
- Охлаждение
- Упаковка
НОРМАЛИЗАЦИЯ ПО СОДЕРЖАНИЮ ЖИРА
Согласно статистике содержание жира в кефире меняется от 0,5 % до 6 %. Сырое молоко часто используется с исходным содержанием жира. Однако, в основном, указывается содержание жира 2,5 % и 3,5 %.
ГОМОГЕНИЗАЦИЯ
После нормализации молока по содержанию жира, если она осуществляется, молоко гомогенизируют при температуре приблизительно65–70°С и давлении17,5–20МПа(175–200бар).
ТЕПЛОВАЯ ОБРАБОТКА
Режимы тепловой обработки те же, что и для йогурта и большинства кисломолочных продуктов: температура 90–95 °С в течение 5 минут.
ВНЕСЕНИЕ ЗАКВАСКИ
После тепловой обработки молоко охлаждают до температуры заквашивания, обычно 23 °С, после чего добавляют закваску в количестве 2–3 %.
ИНКУБАЦИЯ
Период инкубации обычно делится на два этапа: повышение кислотности и созревание.
Этап повышения кислотности
Данный этап длится, пока не будет достигнуто значение рН, равное 4,5, или, выражая через титруемую кислотность, пока кислотность не повысится до 85–100 °Th (35–40 °SH). Для этого требуется приблизительно 12 часов. Затем сгусток перемешивают, предварительно охлаждают непосредственно в танке. При температуре 14–16 °С охлаждение завершают, и перемешивание прекращается.
Этап созревания
Типичный немного «дрожжевой» привкус начинает появляться по прошествии 12–14 часов, когда кислотность достигла 110–120 °Th (рН около 4,4). Начинается заключительное охлаждение.
ОХЛАЖДЕНИЕ
Продукт быстро охлаждают в теплообменнике до температуры 5–8 °С, при этом дальнейшее понижение рН прекращается. Крайне важно, чтобы продукт при охлаждении и последующей упаковке обрабатывался мягко. Поэтому следует свести к минимуму механическое перемешивание в насосах, трубопроводах и фасовочных машинах. Попадания воздуха также следует избегать, так как присутствие воздуха увеличивает риск возникновения синерезиса в продукте.
Альтернативный вариант производства кефира
Как уже отмечалось, традиционный метод приготовления производственной закваски для производства кефира является трудоемким. В сочетании со сложностью состава микрофлоры это иногда приводит к неприемлемым изменениям качества продукта.
Во избежание этих проблем в биолабораториях была разработана сублимированная концентрированная закваска, с которой можно обращаться как и с аналогичными формами других заквасок.
После тщательного исследования из кефирных грибков, полученных из различных источников, было проведено выделение штаммов бактерий, дрожжей и их проверка на различные характеристики роста, выделение молочной кислоты, образование ароматов и т. д. Затем был подобран состав сублимированной закваски, обеспечивающий равновесие микроорганизмов в производственной закваске и продукте, сравнимое с аналогичным равновесием в традиционном кефире, изготовленном с помощью кефирных грибков в материнской закваске.
В настоящее время в продаже имеются концентрированные сублимированные культуры кефира для прямого введения в молоко, предназначенное для производства конечного продукта. Блок-схема на рис. 11.29 показывает этапы этого производственного процесса.
По сравнению с традиционным получением производственной закваски метод, основанный на применении сублимированной закваски, сокращает количество этапов производства и, соответственно, риск повторного заражения закваски.
Следует, однако, отметить что кефир, произведенный с помощью такой сублимированной культуры, в некоторых странах не может называться кефиром. Вместо этого его иногда называют «кефирный продукт».
Сметана
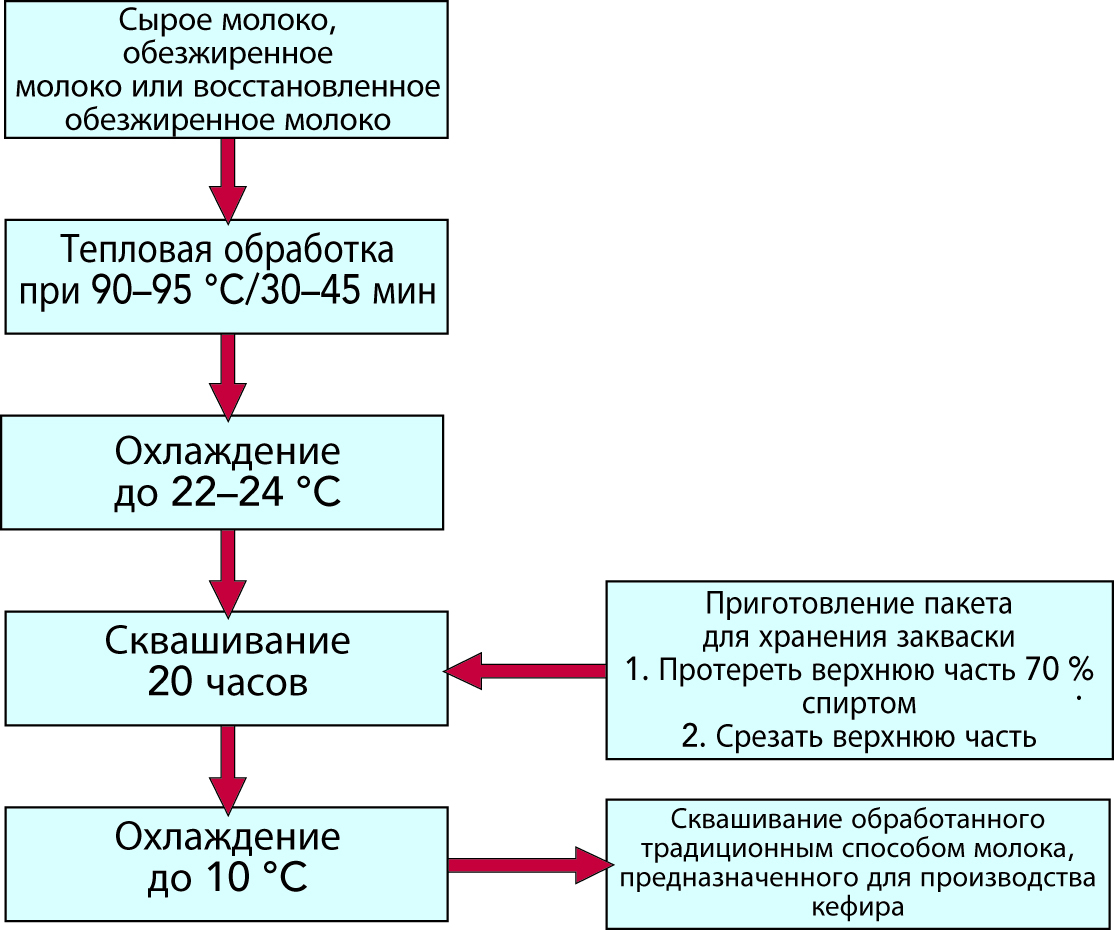
Рис. 11.29
Приготовление производственной закваски для кефира с помощью сублимированной культуры
В некоторых странах сметана (сквашенные сливки) используется уже очень давно. Она, как и йогурт, служит основой приготовления многих блюд. Массовая доля жира в сметане может быть 10–12 % или 20–30 %. Заквасочная культура содержит микроорганизмы видов Str. lactis и Str. cremoris (заквасочные культуры O), бактерии видов Str. diacetylactis и Leuc. citrovorum (заквасочные культуры LD и L) используются для получения аромата.
Сметана однородна по структуре и относительно вязкая.
Вкус должен быть мягким и умеренно кислым. Подобно другим кисломолочным продуктам сметана имеет ограниченный срок хранения. Для получения качественного продукта важно строго соблюдать санитарные правила.
В негерметичной упаковке могут развиться дрожжи и плесень. Эти микроорганизмы развиваются, главным образом, на поверхности сметаны. В случае длительного хранения ферменты кисломолочных бактерий, которые расщепляют b-лактоглобулин, активизируются, и сметана приобретает горький привкус. Потеря вкусовых качеств у сметаны также связана с диффузией двуокиси углерода и других ароматических веществ через упаковку.
Сметана длительного хранения может быть получена в результате термообработки продукта перед упаковкой. Как и в другие ферментированные молочные продукты, прошедшие тепловую обработку, в сметану следует добавлять стабилизаторы.
Сметана однородна по структуре и относительно вязкая. Вкус должен быть мягким и умеренно кислым.
Производство
Линия для производства сметаны включает в себя оборудование для нормализации содержания жира, гомогенизации и тепловой обработки сливок, а также заквашивания и упаковки.
Гомогенизация
Сливки гомогенизируют. Для сливок с содержанием жира 10–12 % давление гомогенизации обычно составляет 15–20 МПа (150–200 бар) при температуре 60–70 °С. До некоторого момента повышение температуры гомогенизации улучшает консистенцию.
Для сливок с массовой долей жира 20–30 % давление гомогенизации должно быть ниже, 10–12 МПа (100–120 бар), так как в них нет достаточного количества белка (казеина) для образования мембран на увеличенной общей поверхности жиров.
Тепловая обработка
Гомогенизированные сливки обычно выдерживают в течение 5 минут при температуре 90 °С. Можно использовать другие сочетания времени/температуры тепловой обработки, если метод гомогенизации для нее специально подобран.
Заквашивание и упаковка
Предварительно обработанные сливки охлаждают до температуры сквашивания 26–32 °С. Затем добавляют концентрированную культуру 0,01 % или производственную закваску в количестве 1–2 %.
Заквашивание может происходить в танке или в таре. Продолжительность ферментации 10–16 часов. По окончании ферментации сквашенную сметану быстро охлаждают для предотвращения дальнейшего снижения уровня рН. Для продуктов с низким содержанием жира (10–12 %) охлаждение можно производить в пластинчатом теплообменнике, так как их вязкость не очень большая. Чем больше содержание жира, тем выше вязкость ферментированных сливок. Это затрудняет использование пластинчатого теплообменника для охлаждения (из-за большого перепада давления). В этом случае ферментированные сливки можно направлять непосредственно в упаковку и затем охлаждать продукт в упаковке (рис. 11.30).
Чтобы избежать механической обработки, сливки иногда заквашивают, упаковывают и сквашивают в упаковке. В первую очередь это относится производству очень жирных сливок. После заквашивания сливок и последующей упаковки продукт хранят при температуре 20 °С до тех пор, пока кислотность обезжиренной фазы не составит 85 °Th, что занимает приблизительно 16–18 часов. Упаковки затем осторожно переносят в холодильник, где они хранятся перед поставкой потребителю не менее 24 часов при температуре около 6 °С. Сметану часто используют в кулинарии.
Сметана длительного хранения
Срок хранения сметаны можно продлить использованием термообработки. Стабилизаторы добавляются в сливки еще до ферментации или в ферментированные сливки перед окончательной тепловой обработкой. Вязкость готового продукта зависит от выбора стабилизатора, а также от конструктивных особенностей производственного процесса.
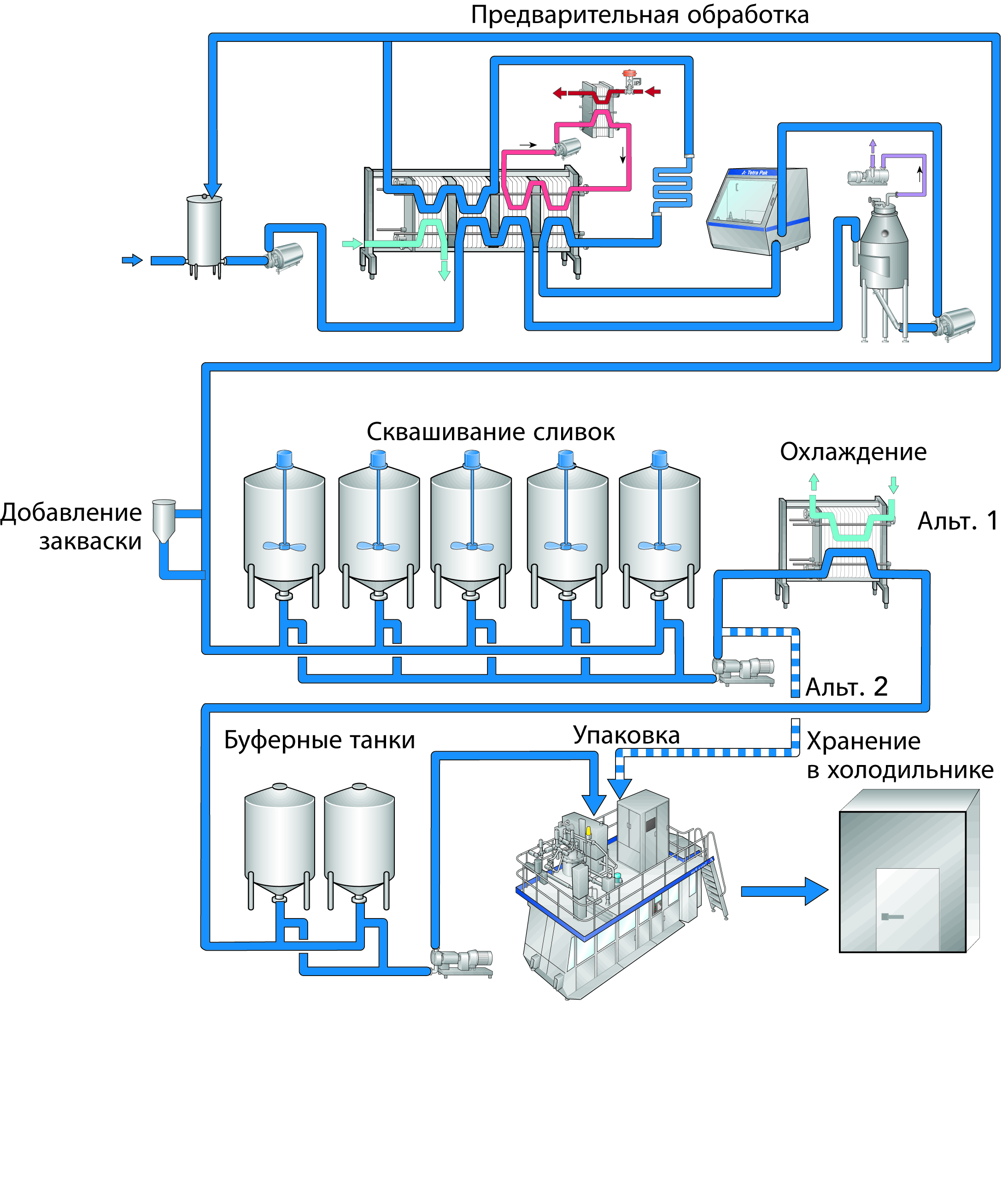
Рис. 11.30
Линия переработки и фасовки сметаны
Пахта
Пахта является побочным продуктом производства свежих сливок или сметаны.
Массовая доля жира составляет приблизительно 0,5 %, причем молочный жир содержит большое количество мембранного материала, включая лецитин. Срок хранения короткий, так как вкус пахты меняется довольно быстро из-за окисления содержащегося мембранного материала. Для пахты, полученной при производстве масла из ферментированных сливок, характерно отделение сыворотки, в результате чего избежать ухудшения качества продукта очень трудно.
Ферментированная пахта
Сквашенную пахту на многих рынках производят, чтобы избежать проблем с привкусами и коротким сроком хранения. Сырьем может быть сладкая пахта, полученная при производстве масла из свежихсливок, обезжиренногомолока или молокаснизким содержанием жира.
Во всех случаях сырье выдерживают при температуре 90–95 °С в течение приблизительно 5 минут, а затем охлаждают до температуры заквашивания. Чаще всего используются традиционные кисломолочные бактерии. В некоторых случаях, когда сырьем является обезжиренное молоко или молоко с низким содержанием жира, в продукт также добавляют зерна масла, чтобы сделать его более похожим на пахту. Также в пахту можно добавлять вкусовые добавки, например, фруктовые концентраты.
Тенденции в производстве продуктов из ферментированного молока
В последние годы все больше внимания уделяется «функциональному питанию». В этой категории большую роль играют определенные типы кисломолочных бактерий.
В течение многих лет было известно, по крайней мере, в северной части Швеции, что определенный тип сквашенного молока, называемый Лонгфил (Långfil), использовался для заживления ран и лечения вагинальных грибковых инфекций. Однако исследования кисломолочных бактерий и их значения для здоровья можно проследить с начала двадцатого столетия. Русский ученый Илья Мечников, бывший профессором Института Пастера в Париже, знал, что многие люди в России в больших количествах потребляли йогурт и жили долго (профессор Мечников был удостоен Нобелевской премии по медицине в 1908 г., но награда была присуждена ему за открытие фагоцитов, в которых белые клетки крови, лейкоциты, поедают бактерии, поражающие тело человека).
Мечников утверждал, что кисломолочные бактерии, попавшие в организм вместе с йогуртом, проходят через желудок и разрушают в толстой кишке вызывающие гниение микроорганизмы. Таким образом, кисломолочные бактерии подавляют производство «ядовитых» отходов, которые вызывают хронические патологические изменения в системе организма человека, особенно артериосклероз.
Эта теория Мечникова была правдоподобной, но ее критиковали с тех позиций, что кисломолочные бактерии не могут выжить в среде с низким значением рН (приблизительно 2), которое преобладает в желудке. Как бы то ни было, следующая информация иллюстрирует ситуацию в последнее десятилетие двадцатого века.
Интерес к сознательному использованию кисломолочных бактерий в качестве оздоравливающих компонентов некоторых продуктов питания и фуража очень быстро вырос за последние несколько лет. Самые активные энтузиасты заявляют, что живые кисломолочные бактерии станут ответом XXI века на использование в XX веке пенициллина и сульфамидных лекарственных препаратов.
Выражение «функциональное питание» применяется к продуктам с целебными свойствами, которые содействуют оздоровлению. «Продукт для специального оздоровительного использования» – другой термин, обозначающий то же самое.
Кисломолочные бактерии использовались для сквашивания продуктов с незапамятных времен. Специальные штаммы бактерий, используемые в производстве йогуртов, а также другие типы, такие как Lactobacillus acidophilus, L. reuteri, бифидобактерии и некоторые виды Lactococcus lactis, оказались среди тех видов, которые представляют интерес для производства функциональных продуктов.
Какими свойствами должны обладать молочнокислые бактерии для функционирования в кишечнике? Особое значение принадлежит следующим четырем характеристикам:
- Способность образовывать колонии и выживать
- Адгезионная способность
- Способность образовывать агрегаты
- Антагонистическое воздействие
L. acidophilus и бифидобактерии являются важными представителями кишечной флоры человека. Первые обычно преобладают в тонком, а последние – в толстом отделе кишечника. У некоторых людей в результате медикаментозного лечения, стресса или у людей преклонного возраста снижено количество этих важных бактерий. У многих людей сниженное производство кишечных бактерий может вызвать такие симптомы, как отечность, несварение и резко выраженная болезненность. Идеальным способом восстановить равновесие кишечной флоры является прием живых бактерий Lactobacillus acidophilus и бифидобактерий в молочных продуктах.
Помимо возможного предупреждения и ослабления диареи, в литературе указывается, что Lactobacillus acidophilus и бифидобактерии могут способствовать:
- Снижению уровня холестерина в крови
- Смягчению синдрома недостаточного всасывания лактозы (непереносимости лактозы)
- Укреплению иммунной системы
- Снижению риска рака желудка.
(Источник Nutrish cultures, Chr. Hansen’s Laboratories, Hørsholm, Дания)
Эти микроорганизмы можно использовать по отдельности или в сочетании с другими культурами, например термофильными микроорганизмами или мезофильными.
Таким образом, молочнокислые бактерии могут иметь огромное значение для укрепления здоровья и человека, и животных. Заявленное воздействие, однако, отнюдь не является полностью подтвержденным. Поэтому важно, что в эту область в ближайшем будущем будут вложены значительные средства, причем и в выявление нового интересного воздействия кисломолочных бактерий на состояние здоровья, и в пополнение научной документации. Другой тенденцией являются продукты из ферментированного молока, обогащенные белками. Это концентрированные ферментированные продукты, в которых содержание белков увеличено примерно в 3 раза по сравнению с обычным молоком. Этот продукт может содержать 0–10 % жира. Подобный концентрированный йогурт может называться по-разному в зависимости от места производства. Его называют лабане, сцеженный йогурт, греческий йогурт, скир и т. д.
Многие люди по всему миру не переносят лактозу. Поэтому при употреблении молочных продуктов, содержащих лактозу, у них начинаются проблемы с желудком. Однако в ферментированных продуктах часть лактозы была переработана молочнокислыми бактериями в глюкозу и галактозу. Это позволяет части людей, не переносящих лактозу, без проблем употреблять, например, йогурт. В настоящее время в магазинах есть большое количество молочных продуктов без лактозы для тех, кто совершенно не переносит лактозу. Эта тенденция затрагивает не только питьевое молоко, но и продукты из ферментированного молока, такие как йогурт.
L. acidophilus и бифидобактерии являются важными представителями кишечной флоры человека.